Литейная оснастка для литья металлов и сплавов
Требования к литейной форме Технологии литья Модельная оснастка Литье в песчаные формы Литье в кокиль Литье под давлением Литье по выплавляемым моделям
Литейное производство — одна из отраслей металлургии, специализирующаяся на переработке металлов и их сплавов, в частности, изготовлением деталей различных конфигураций методом заливки расплавленного металла в специальную форму, под принудительным давлением или естественным путем, с последующим охлаждением до застывания в форме нужной отливки — готового изделия или заготовки. В случае необходимости отливка затем подвергается механической обработке, для большей точности размеров либо уменьшения шероховатости поверхности. Таким образом, основная цель литейного производства – изготовление отливок, максимально соответствующих по форме и размерам конечному изделию.
Для получения качественных отливок на производстве используется специальная литейная оснастка — литейные формы, и от качества их исполнения и особенностей конструкции в большой степени зависит не только качество конечного изделия, но и трудозатраты на производство.
На производстве к качественной литейной форме предъявляют ряд требований, основные из них:
- прочность (выдерживать нагрузки)
- податливость (при усадке отливки уменьшаться в объеме)
- газопроницаемость (при эксплуатации в литейной форме образуются газы)
- огнеупорность (не поддаваться воздействию расплавленного металла)
По степени участия непосредственно в процессе литья литейная оснастка подразделяется на формообразующую (основную) и универсальную (вспомогательную). По количеству возможных заливок литейные формы бывают разовые и многократные, также есть подразделение форм по материалу, из которого они изготовлены (песчаные, металлические и т.д.).
- литейные формы из металлов – чугуна и стали – выдерживают большое количество заливок, сотни и тысячи, поэтому относятся к многократным.
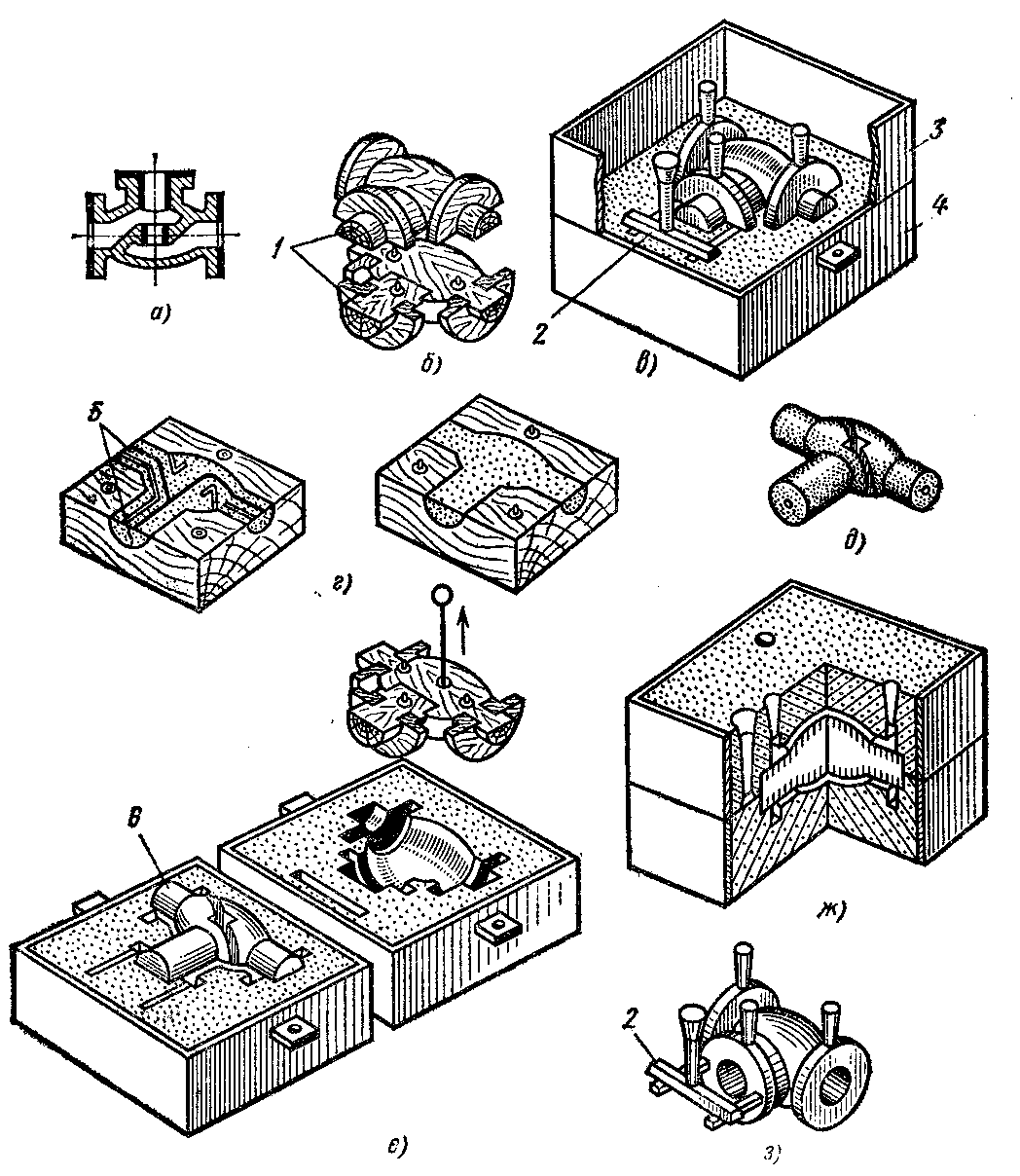
- песчаные формы и формы по выплавляемым моделям эксплуатируются с помощью приспособлений – моделей, они являются разовыми, а сам процесс производства таких форм называется «формовка». С помощью модели оформляют внутренние рабочие поверхности в песчаной литейной форме, они заполняются расплавленным металлом и формируют отливку.
Весь комплект приспособлений, необходимых для производства отливок, и представляет из себя литейную оснастку, а часть оснастки, необходимая для формирования рабочей полости в литейной форме при формовке – модельный комплект.
Изделия, полученные на литейном производстве из тугоплавких сплавов, необходимы в таких отраслях, как авиастроение, приборостроение, ракетостроение, судостроение, радиоэлектроника и атомная энергетика, а из коррозионно-стойких и жаропрочных сплавов – в химической промышленности. На сегодняшний день от 50% до 95% деталей промышленного оборудования изготавливается именно методом литья.
В современном литейном производстве широко применяется около пятидесяти технологий литья, наиболее часто используются:
- литье под давлением
- литье в песчаные формы
- литье по выплавляемым моделям
- литье в металлические формы или кокиля
- литье под низким давлением
- литье в оболочковые формы
- центробежное литье и др.
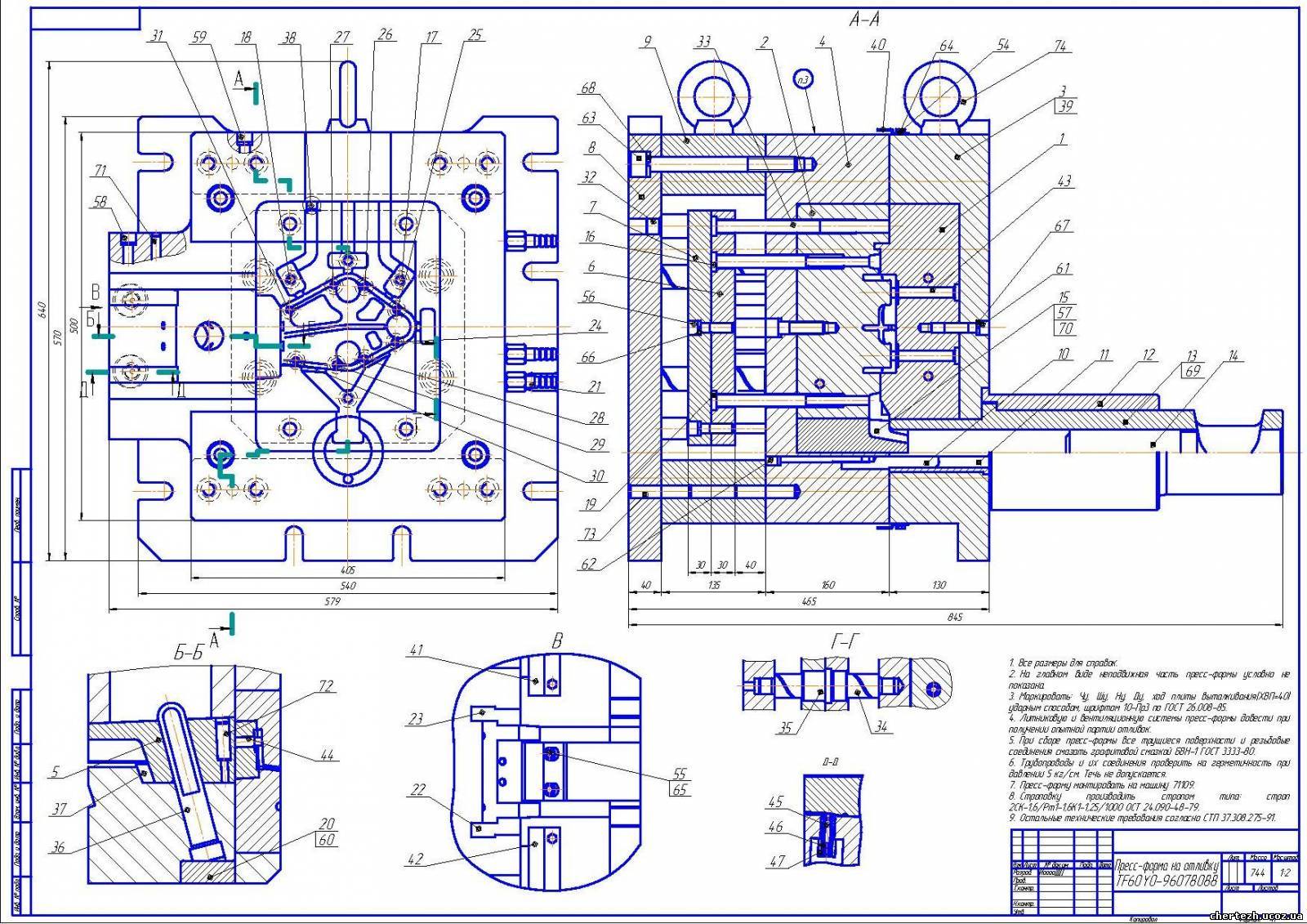
Коллектив Ульяновского Приборо-Ремонтного Завода обладает богатым опытом, позволяющим проектировать и изготавливать литейную оснастку для литья цветных металлов и сплавов, а именно: литья в кокиль, литья в песчаные формы (в землю), литья под давлением, а также осуществлять полный цикл изготовления пресс-форм для литья по выплавляемым моделям.
Профессиональное оборудование для качественного литья высокоточных алюминиевых деталей
Чтобы получить качественные изделия, имеющие точную форму, необходимо приобрести оборудование для профессионального литья алюминия, а также спецмашины для правильного осуществления важной процедуры. При грамотном осуществлении процедуры литье деталей из алюминия используются высокопрочные профессиональные пресс-формы. Конструкции изготовлены из надежных стальных сплавов и им не страшна высокая температура плавления алюминия
Они должны иметь безупречно ровную поверхность, какие-либо деформации и искажения исключены, поскольку непосредственно влияют на качество процедуры отлив алюминия нужной формы
Конструкции изготовлены из надежных стальных сплавов и им не страшна высокая температура плавления алюминия. Они должны иметь безупречно ровную поверхность, какие-либо деформации и искажения исключены, поскольку непосредственно влияют на качество процедуры отлив алюминия нужной формы.
Особенности прессформы:
Форма должна содержать в конструкции дополнительные механизмы, позволяющие быстро извлекать готовые изделия, имеющие высокие температуры. В состав качественной пресс-формы входят специально разработанные подвижные стержни из качественного металла, которые непосредственно нужны для формирования специальных внутренних полостей.
Преимущества оборудования для профессионального изготовления форм:
- С помощью стандартных шаблонных форм можно легко придавать любым изделиям идеально ровную поверхность;
- Выплавляемым материалам можно придавать любую геометрическую конфигурацию;
- специально разработанные механизмы позволяют без особых усилий доставать отлитые металлические изделия из форм.
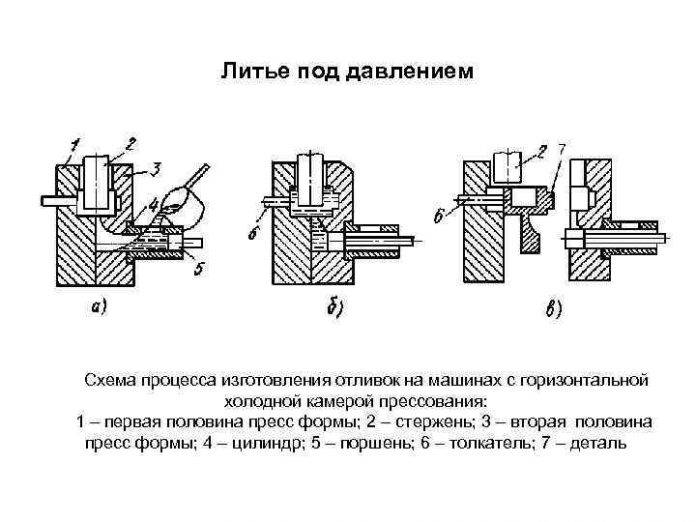
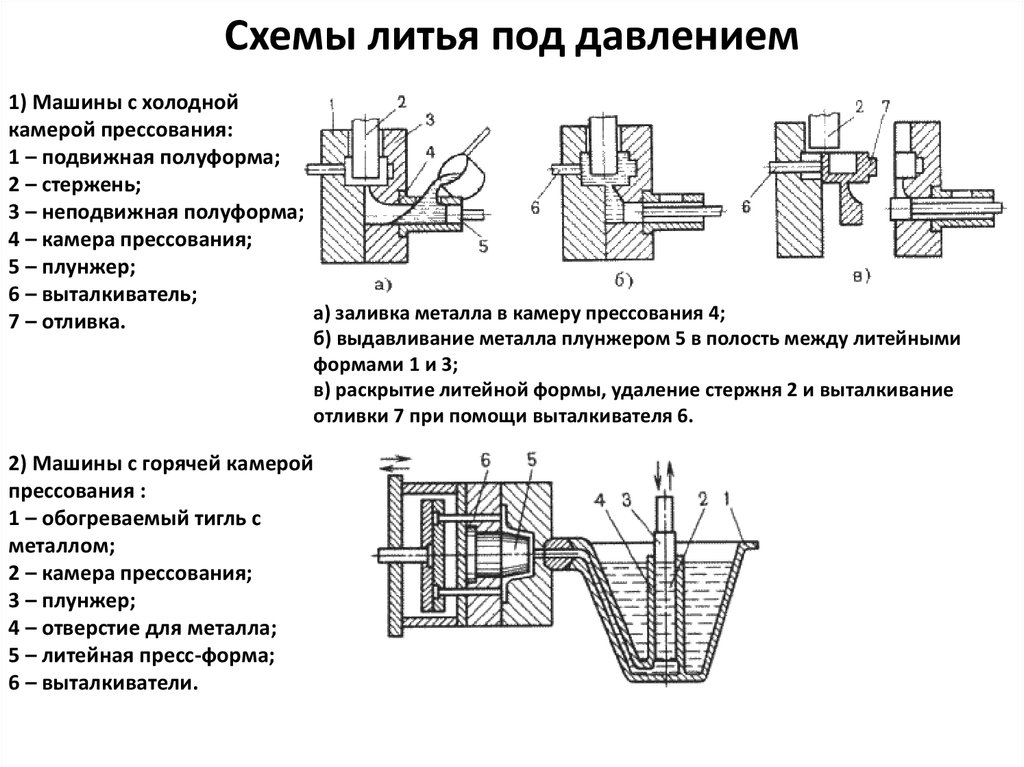
В процессе качественного литья любых алюминиевых деталей и изделий используют специализированные литейные машины, а также дополнительные приспособления. При этом спецмашины могут традиционно оснащаться холодной и горячей камерой, при помощи которых реализуется основной процесс образования, а также прессования необходимой формы изделия.
Специальные горячие камеры, предназначенные для качественного и быстрого плавления любых видов металла, применяются в основном для профессионального производства сложных сплавов, основу которых составляет высокопрочный цинк.
Преимущества литья при помощи спецоборудования
- Отлив алюминия происходит под требуемым давлением. Максимальное давление в установке достигается при помощи воздуха или действия поршня. Под воздействием необходимого уровня давления формовочная смесь для литья алюминия вытесняется в специальные внутренние формы, которые заранее подготовлены.
- Профессиональные машины, в которых используется только холодное давление, в основном используют для качественной отливки изделий с применением специально разработанных медных сплавов.
Основную смесь для литья направляют в специальную поверхность формы. Процедура происходит под высоким давлением, за счет которого удается создавать заданную форму. При этом получаемое изделие не требует дополнительной обработки, и дополнительная полировка алюминия не потребуется.
Производственные машины для литья алюминия под давлением могут использоваться для отдельных видов форм. При этом спецмашины, предназначенные для профессиональной процедуры литье алюминия под давлением, могут иметь разные модели, в зависимости от главных параметров работы.
Надежное оборудование используется преимущественно на предприятиях и представляет собой специально созданные конструкции, предназначенные для качественного изготовления деталей под заказ. Таким образом, высокая цена оборудования для производственного литья алюминия полностью оправдана.
Необходимое оборудование
Чтобы изготовить алюминиевые детали разного назначения с высокой точностью под давлением, потребуется специальное оборудование: автоматическая машина и прочные пресс-формы. Для литья алюминия их обычно делают на основе стальных сплавов.
Их поверхность отливки должна быть почти идеальной, не допускаются никакие искажения геометрической конфигурации и размера. Пресс-форма должна быть оснащена механизмом, благодаря которому из нее готовую деталь можно будет извлечь без труда. Помимо этого, в ее составе должны присутствовать и подвижные стержни из металла, с помощью которых образуются внутренние полости заготовок.
Будущим изделиям, которые вы будете заливать в специальные формы, потребуется придать ту или иную конфигурацию, которые преимущественно зависят от самих форм. В таком литейном процессе также используются специализированные машины и прочее оборудование.
Литейные машины могут иметь холодную или горячую камеру, в которой осуществляется процесс прессования форм. Обычно машины с горячей камерой для плавки металла применяются для изготовления сплавов преимущественно на основе цинка. Нужное давление в них нагнетается благодаря применению поршня или сжатого воздуха. Под давлением расплавленная смесь медленно вытесняется вовнутрь предварительно приготовленных пресс-форм.
А машины, где применяют холодное давление, в основном используются тогда, когда потребуется сделать отливки с добавлением медных и магниевых сплавов. Расплавленная смесь в таком случае в процессе литья попадает вовнутрь форм под очень большим давлением, иногда оно может составлять около 700 мегапаскаль.
Благодаря литью под давлением можно в плане производительности достичь высоких показателей, также не нужно будет детали подвергать дополнительно механической обработке. Машины отличаются по моделям в зависимости от своих рабочих параметров.









Производство форм
Специальные литейные машины в домашних условиях практически не используются. Это не целесообразно не только в отношении больших затрат на их приобретение, но и потому что процесс достаточно сложный в техническом плане. А еще оборудование, которое работает под давлением, очень габаритное.
В домашних условиях выплавляемым изделиям на основе алюминия требуемая форма придается ручным способом. Форму при этом тоже можно сделать самому. Многие домашние мастера применяют методику литья «в землю», благодаря которой можно в итоге получить необходимые алюминиевые детали без специального оборудования.
Моделям форм, с которыми приходится работать, вы сможете придать определенную конфигурацию, причем сами формы изготавливаются на основе подручных материалов своими руками. В частности, форму можно получить из простого цементного раствора. В такой ситуации выплавляемой заготовке можно придать прямоугольную или квадратную форму. В интернете можно отыскать видеоуроки, как правильно залить алюминий в цемент.
Для литья нередко применяются гипсовые формы. Гипсовым моделям в такой ситуации можно придать почти любую конфигурацию. Очень важным показателем при работе с формами является усадка материала. При его застывании он должен быть минимальным.
Под заливку алюминия моделям можно придать желаемую конфигурацию благодаря применению воска. Но здесь нужно сказать, что посредством воска можно изготавливать на основе алюминия только небольшие детали. Благодаря ряду эксплуатационных характеристик восковым моделям можно будет придать даже сложные конфигурации, но изготовить детали таким способом можно только один раз.
https://youtube.com/watch?v=gpariUr_FZE
Литейным методом можно с легкостью изготавливать детали на преимущественно дюралевой основе. Дюраль — это материал, состоящий преимущественно из алюминиевого сплава с рядом других компонентов. Но нужно знать, что заготовки, которые выплавляются на его основе, застывают долго.
Модели, которые используются под литье металла, должны обязательно быть подготовлены: их потребуется очистить и нанести масло в качестве смазки.
Проведение плавки в муфельной печи
Муфельная печь позволяет существенно упростить процесс плавки, при ее применении можно получить металл высокого качества. Как и в других случаях, в рассматриваемом следует обязательно использовать флюс для отведения вредных примесей
Рассматривая то, как расплавить алюминий в домашних условиях, уделим внимание пошаговой инструкции:
- Выполняется расплавление флюса. Рекомендуемое количество этого вещества — от 2 до 5% от веса алюминия, который будет использоваться в качестве сырья. После расплавки флюса доставляется лом.
- Плавка алюминия проводится при температуре 700 градусов Целься. При нагреве до подобного показателя металл начинает светиться красным цветом.
- Не стоит забывать о том, что при плавке существенно уменьшается объем применяемого сырья.
- Флюс, при необходимости, добавляется и в конце процесса. Количество вещества — 0,25% от веса металла в печи.
- При получении сплава, похожего на одну большую каплю, тигель немного держат при высокой температуре для повышения степени текучести.
- Завершающим этапом становится заливка расплавленного металла в форму, после чего ему дают остыть.
Стоит учитывать, что для проведения процесса плавки требуется тигель с носиком из тугоплавкого материала, выдерживающим сильный нагрев. В продаже встречаются кварцевые, фарфоровые, стальные, чугунные и другие тигли. Литейная форма, как правило, изготавливается из скульптурного гипса, который выдерживает сильный нагрев, но при этом довольно хрупкий и не прилипает к металлу во время его остывания и затвердевания.
Алюминиевые и дюралевые отходы нетрудно расплавить буквально в домашних условиях. И для этого не нужно строить доменные печи, создавать тягу, как это принято в соответствии со стандартными условиями.
Каким должен быть металл для литья
Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.
Неудивительно, что именно чугун стал излюбленным материалом литейщиков. А все потому, что у этого сплава превосходная текучесть, из-за чего работать с ним относительно просто. Сталь далеко не столь текуча, а потому для полного заполнения формы (чтобы не было каверн и пустот) приходится прибегать к самым разным ухищрениям.

В простейшем случае, когда требуется домашнее литье металла, сырье расплавляют и маленькими порциям выливают в воду: так, в частности, можно изготовить грузила для рыбалки. Но данный метод сравнительно широко используется даже в оружейной промышленности! С вершины специальной башни, по очертаниям напоминающую градирню, также дозировано начинает выливаться расплавленный металл. Высота сооружения такова, что до земли долетает идеально сформованная капелька, уже остывшая. Именно так производится в промышленных объемах дробь.
Особенности и преимущества производства стального литья
Как происходит изготовление литых изделий из стали? В общем виде процесс выглядит следующим образом: материал нагревают до точки плавления, перемещают в специальную форму и ожидают его затвердевания. После этого (когда отливка завершится), продукция подвергается обработке: это необходимо для повышения степени точности и устранения дефектов, которые могут возникать в ходе производства. Чаще всего используются такие технологии, как литье в песчано-глинистые смеси, в холодно-твердеющие смеси (ХТС) и в жидкостекольные смеси (ЖСС).
Песчано-глинистые формы выбирают для производства изделий, которые имеют большие габариты (например, корпуса турбин). Эта технология пользуется популярностью благодаря возможности получения отливок, имеющих сложную форму и большие размеры. При этом стоимость производства находится на доступном уровне. Литье в ХТС обеспечивает получение отливок с высоким качеством поверхности и имеющих значительно меньшее количество каких-либо дефектов и засоров. Класс точности – от 9. В ряде случаев более подходящим считается применение технологии литья в ЖСС. Выбор конкретной технологии происходит в зависимости от габаритов изделия, его веса, а также марки стали и состава сплава.
Литье получило распространение не только в нашей стране, но и во всем мире: метод активно применяется для производства деталей неразборных типов, характеризующихся повышенной степенью прочности, долговечностью и надежностью. Также они отличаются выносливостью при эксплуатации в условиях высоких температур.
Производство стального литья нередко выступает единственным методом создания изделий (для ряда конструкций прокатка металла и деформация неприменимы). Популярность метода объясняется и тем, что благодаря появлению современных технологий, литье из стали по характеристикам почти ни в чем не уступает кованой продукции, при этом стоимость находится на более демократичном уровне. Но, конечно, получение прочных и долговечных изделий возможно только при условии соблюдения всех требований в процессе производства.
Особенностью изготовления стального литья относительно чугунного является выраженные усадочные явления, которые необходимо учитывать при проектировании литнико-питающей системы в целях недопущения наличия усадочных дефектов (раковины, поры) в отливках. Руководством ЗАО «Завод специального машиностроения «Маяк» в 2015г была внедрена автоматизация процессов разработки литейной технологии с применением современных программ ProCast и LVMFlow. Это позволяет запускать в производство отливки только после устранения всех возможных литейных дефектов на этапе проектирования, что гарантирует получение годных отливок в сжатые сроки без каких-либо дефектов, в том числе скрытых (подробнее)
ПРИМЕРЫ НАШИХ РАБОТ (ФОТОГАЛЕРЕЯ)
Литье алюминия и сплавов алюминия под давлением
Литье под давлением позволяет получать тонкостенные отливки различной формы и конфигурации с качественным рельефом поверхности практически не требующим механической обработки. Высокая скорость теплоотдачи от отливки к пресс-форме обусловливает необходимость быстрого заполнения (менее 0,1 с.) последней. Такое заполнение обеспечивают специальные литейные машины А711А08, которыми оснащено производство «РОСАЛ». В данных машинах залитый в камеру прессования расплав алюминия под большим давлением (30…100 мн.) и с высокой скоростью (до 100 м/с.) запрессовывается в пресс-форму. Высокие скорости впускного потока способствуют качественному оформлению рельефа отливки.
- Минимальная допустимая толщина стенок алюминиевых отливок – 0,8-1,2 мм;
- Масса производимых алюминиевых отливок – от 5 г до 12 кг;
- Шероховатость поверхности отливок согласно ГОСТ 2789-73 Ra = 3,2-10 мкм;
- Класс точности получаемых алюминиевых отливок по ГОСТ Р 53464-2009 : 3-8.
На нашем производстве мы используем различные сплавы алюминия, каждый из которых обладает своими особенными характеристиками и требует соблюдения определённых правил литья. Сплавы на основе алюминия представляют собой сложные системы из двух и более металлов. В алюминиевых сплавах может присутствовать кремний, медь, магний, цинк. Ниже указаны примеры сплавов алюминия, которые могут использоваться для производства разных деталей:
Сплав – система алюминий-магний: АМг6л, АМг7 (АЛ29); Сплав – система алюминий-кремний-магний: АК7, АК12, АК7ч (АЛ9), АК8л, АК9ч; Сплав – система алюминий-медь-магний: Д16 (дюралюминий); Сплав – система алюминий-кремний-медь: АК5М, АК6М2; Сплав – система алюминий-медь: АМ5 (АЛ5);
Возможно изготовление изделий из сплавов алюминия, предложенных заказчиком. Для моделирования литейных процессов используются программы SolidWorks и Pro/ENGINEER. Отливки запускаются в производство только после получения результатов моделирования, подтверждающих, что разработанная литейная технология гарантирует отсутствие каких-либо литейных дефектов.
Для литья применяются алюминиевые сплавы в чушках с гарантированным химическим составом ГОСТ 11069-2001, ГОСТ 1583-93; Во время плавления сплавов алюминия производится очистка специальными флюсами, рафинирование спец присадками, и осуществляется продувка инертным газом. Основные процессы производственного цикла литья автоматизированы, что исключает ошибки ручного производства.






Как отлить деталь сложной формы из алюминия
На промышленных предприятиях зачастую используют металлические формы. Литейные формы для отливки алюминия можно получить из различных материалов. Чаще всего, используют гипс. Гипс можно приобрести в любом строительном магазине по любой приемлемой для вас цене. Рекомендуется использовать скульптурный или белый гипс.
Отличный вариант — скульптурный, который маркируется Г-16. В связи с высокою ценою можно заменить на Г-7 — обычный белый гипс. Категорически запрещается выполнять замену на алебастр, несмотря на то что они в строительных работах часто взаимозаменяемые.
Рассмотрим простой способ отливки детали из алюминия своими руками в домашних условиях.
Чтобы отлить деталь из алюминия нам потребуется:
- сосуд для плавки;
- металлолом;
- форма для плавки.
Основные этапы процесса:
1. Подготавливаем сосуд для плавки (можно использовать сосуд из части стальной трубы).
2. Изготавливаем форму для плавки. Если деталь имеет сложную конструкцию, то форма может иметь несколько составляющих.
В нашем варианте форма будет состоять из двух частей. Сначала продумайте, как упростить деталь для удобства (рекомендуем укрепить отверстия с помощью скотча).
Форму очень просто сделать из скульптурного гипса (не применяйте алебастр!). Можно воспользоваться пластилином.
3. Прежде чем заливать гипс, следует смазать ёмкость маслом, чтобы гипс не смог прилипнуть к ёмкости.
4. Аккуратно залейте гипс, периодически встряхивайте форму для того, чтобы вышли пузырьки.
Важно знать: процесс затвердевания гипса достаточно быстрый, поэтому будьте внимательны и постарайтесь вовремя установить модель в гипс. Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали. Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали
Кроме этого, рекомендуется установить в гипс предмет (например, небольшую палку), который станет каналом для заливки нашей детали.
5. Необходим первичный слой для предстоящей заливки.
Берём сверло и делаем 4 небольших отверстия, форму обрабатываем маслом. Это необходимо для того, чтобы готовые детали форм лежали максимально устойчиво в процессе отливки.
6. Делаем заливку второго слоя.
7. После того, как произойдёт затвердевание, необходимо аккуратными движениями извлечь форму из ёмкости и разделить половинки.
8. Перед отливкой обрабатываем форму сажей, чтобы избежать прилипания жидкого алюминия. Форму необходимо просушить. Естественным путем процесс сушки происходит целый день. Желательно просушить гипсовую заготовку в духовом шкафу. Начинать с температуры 11С — один час и два часа при температуре 300С. В гипсе необходимо предусмотреть отверстия для заливки алюминия и удаления остатков воздуха.
Таким способом плавим алюминий.
9. Затем жидкий металл помещаем в форму и ждём полного остывания.
В результате получаем нужную заготовку, затем её шлифуем и делаем специальные отверстия.
Способы создания формы для литья алюминия
Одной из основных задач домашнего плавления алюминия является подготовка формы, в которую сливается расплавленный металл. Существуют разные варианты заливки алюминиевого расплава. Основными являются открытый и закрытый способ литья.
Открытый способ литья
Самый простой – это слив жидкого металла в подручную форму, например металлическую кружку или банку из-под консервов.
После застывания сплава болванку из емкости достают. Чтобы облегчить этот процесс, производят простукивание по неостывшей до конца форме.
Закрытая форма
При необходимости получения сложной отливки сначала изготавливают для нее форму, соответствующую всем параметрам детали. Чтобы обеспечить четкое соответствие изделия заданным параметрам, ее изготавливают из составных формовочных частей.








Источник высокой температуры
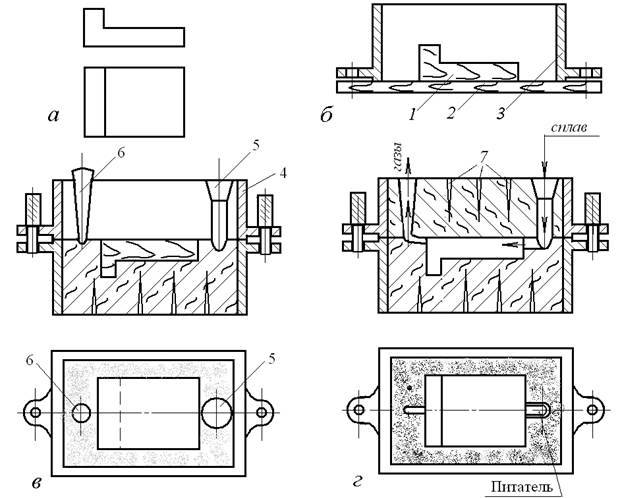
Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Как отлить алюминий
Характеристика алюминия. Алюминий один из самых распространённых металлов.
Он серебристо-белого цвета, достаточно хорошо поддаётся литью и механической обработке. В силу своих особенностей алюминий оснащён высокой теплопроводимостью и электропроводимостью, а также обладает коррозионной стойкостью.
У технического алюминия температура плавления равна 658 градусам, у алюминия высокой чистоты — 660, температура кипения алюминия составляет 2500 градусов.
Для отливки алюминия домашние нагревательные приборы вряд ли будут полезны и обеспечат нужной температурой. Нужно расплавить алюминий, нагревая его до температуры свыше 660 градусов.
Литье алюминия: выбор источника тепла
В качестве источника тепла для плавки алюминия можно использовать:
- Очень действенный способ достигается благодаря собственноручной тигельной муфельной печи. В рабочую поверхность данной печи устанавливается тигля (необходимый инструмент для плавки алюминия), в него добавляют сырье. С помощью муфельной печи можно очень просто отлить алюминий.
- Муфельная печь для плавки алюминия своими руками, тут!
- Для получения температуры плавления алюминия достаточно температуры горения сжиженного или природного газа, в этом случае процесс можно выполнить в самодельной печи.
- При небольшом объеме плавки можно воспользоваться теплом, получаемом при горении газа в бытовой газовой плите.
- Необходимую температуру обеспечат газовые резаки или ацетиленовые генераторы, если таковые имеются в домашнем хозяйстве.
Подготовка алюминия
Несмотря на то что процесс плавки будет выполняться в домашних условиях, к нему необходимо отнестись ответственно. Металл предварительно необходимо очистить от грязи, раздробить на небольшие куски. В этом случае процесс плавки пойдет быстрее.
Выбор останавливают на более мягком алюминии, как более чистом материале, с меньшим количеством примесей. Во время плавки с жидкой поверхности металла убирают шлак.
Литье алюминия по выплавляемым моделям в гипсовые формы.
Таковой метод дает возможность использовать направленное затвердение, получать отливки маленького и среднего размера высочайшего свойства по наиболее низкой стоимости. Гипсовая форма не скоробливается от жаркого сплава заливки и не восприимчива к перепадам температуры, что увеличивает точность выплавляемой отливки и дает возможность выпускать сложные и тонкостенные детали.
Литье дюралевых деталей высочайшей точности делают под давлением при помощи автоматических машин и специального оборудования. В таком случае употребляют железные пресс-формы, отличающиеся высочайшей прочностью и идеальностью поверхности. В форме для литья алюминия должны находиться подвижные железные стрежни, которые участвуют в образовании внутренних полостей заготовок.
Выплавляемым изделиям в таковых формах можно задавать всякую конфигурацию.
Применять в домашних критериях литейную технику не только лишь экономически не прибыльно, да и неловко. Такое оборудование имеет большие размеры, а технологический процесс сам по для себя трудозатратный.
Присваивают изделиям подходящую форму при помощи способа литья алюминия в формы из земли и цемента. Можно создавать отливки различной конфигурации, потому что формы можно сделать из средств находящихся под рукой.
Заданную деталь можно получить методом литья алюминия в цемент. Лишь выплавляемым заготовкам необходимо будет придать форму квадрата либо прямоугольника.
Для домашнего литья нередко употребляют гипсовые формы
Моделям придается неважно какая форма, основным показателем является усадка, которая обязана быть малой при застывании