

Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
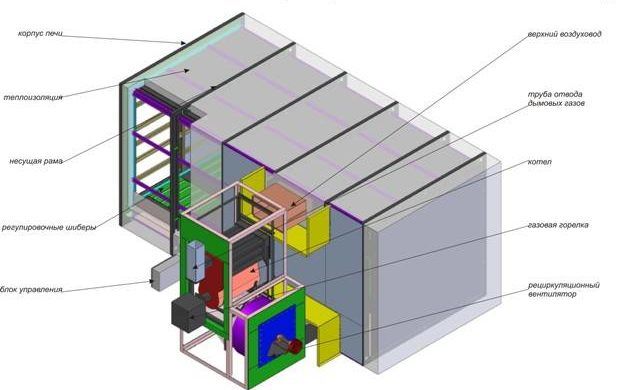
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Принципы окрашивания
Покрасить металлическую поверхность можно без практических навыков. Достаточно подготовить требуемые материалы, инструменты, покрыть рабочие поверхности грунтовкой, нанести краску.
Инструменты и материалы
Для проведения покрасочных работ нужно подготовить:
- набор кистей, валик;
- емкость для краски;
- канцелярский нож, малярный скотч;
- плотную полиэтиленовую пленку;
- грунтовку;
- щетку по металлу, наждачную бумагу.
Наждачная бумага (Фото: Instagram / abraziv.by)
Подготовка
Этапы подготовки металлических поверхностей перед покраской:
- Грубая обработка металла. При этом удаляются серьезные загрязнения, окалины.
- Шлифовка поверхности. Нужно обработать металл наждачной бумагой с мелкой зернистостью.
После зачистки металла нужно закрыть окружающие поверхности пленкой, чтобы не запачкать.
Шпатлевание
Если поверхности, которые будут покрываться краской, неровные, имеют множество углублений, их нужно отшпатлевать. Для этого необходимо купить специальную смесь в строительном магазине, нанести ее по инструкции, указанной на емкости.
Грунтование
Грунтование поверхности необходимо для увеличения адгезии, повышения долговечности декоративного покрытия
Важно подобрать подходящий состав, чтобы декоративный слой сохранял свою целостность долгое время
Виды
Виды грунтовок:
- Ингибирующие. Если на металле начала образовываться ржавчина, грунтовка остановит процесс разрушения материала.
- Протекторные. Изготавливаются на основе фосфорной кислоты. После нанесения образуется прочная, долговечная пленка.
- Фосфатирующие. Подходят для работы с цветными металлами.
- Изолирующие. Изготавливаются на алкидной, эпоксидной основе. Образуют прочную пленку.
Грунтовка по металлу (Фото: Instagram / birgroupcompany)
Принципы нанесения
Принцип нанесения грунтовки прост:
- Удалить с поверхности любую грязь, пыль.
- Разбавить грунтовку водой.
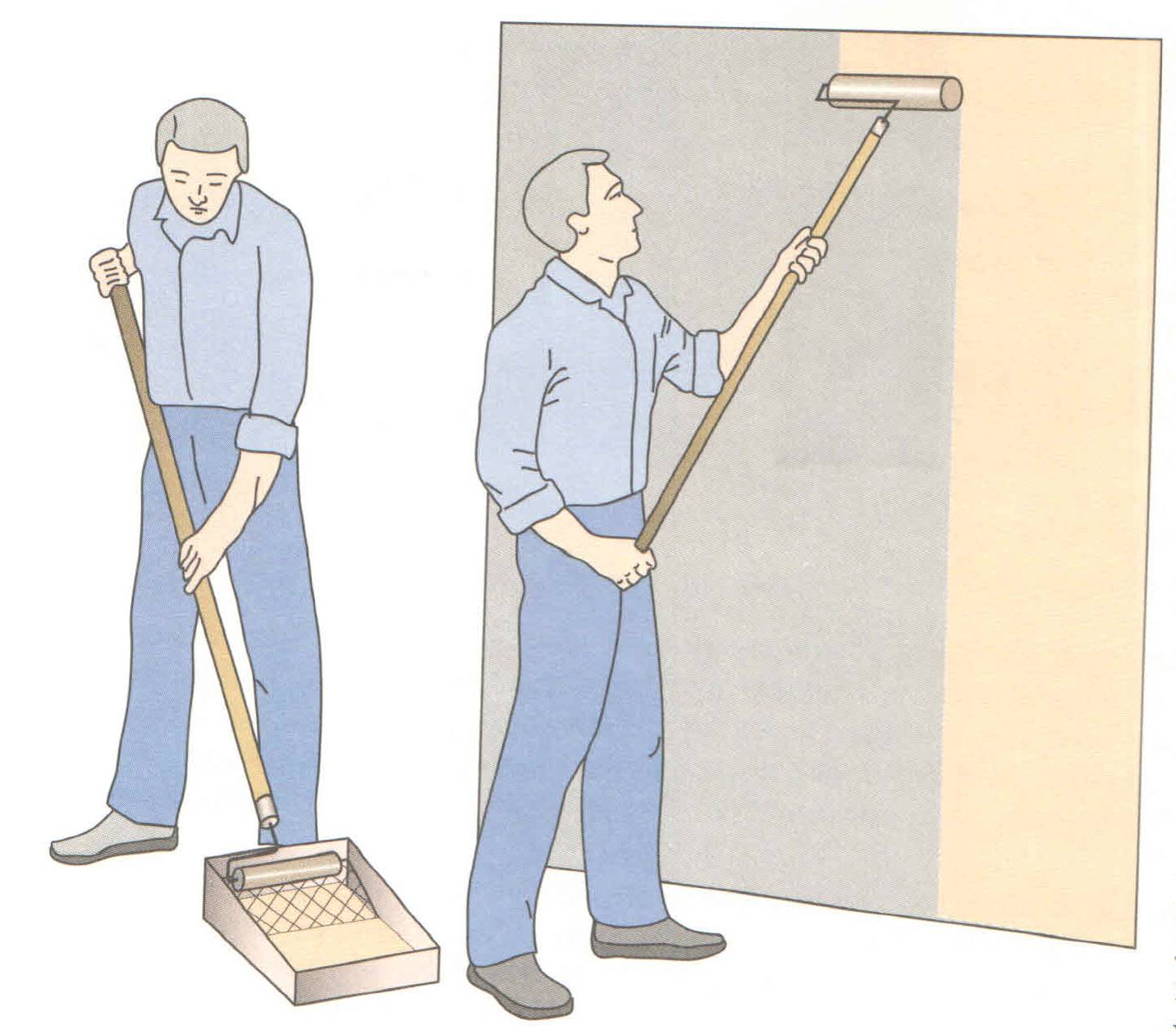
- Нанести состав с помощью валика. Если нет валика, можно использовать широкую кисть.
Нанесение краски
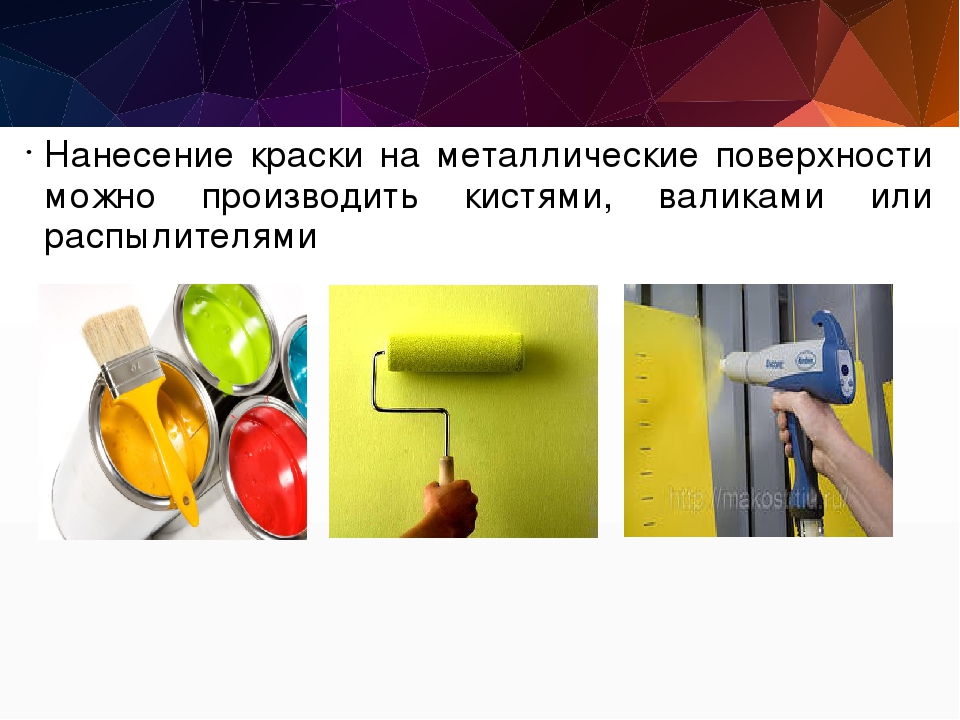
Краску можно наносить только после высыхания грунтовки. Большинство красящих составов наносится в один слой. Для окрашивания можно использовать пульверизатор, подключенный к компрессору, кисть или валик.
Техника безопасности
Правила безопасности:
- Работать следует в защитной робе, перчатках, респираторе.
- В зоне окрашивания не должно находиться нагревательных приборов.
- Нельзя использовать краску рядом с источниками открытого пламени.
Девушка в респираторе (Фото: Instagram / tkani_cochonnet)
Для покраски неподготовленных поверхностей нужно использовать антикоррозийные покрытия. Инструкцию можно прочитать на упаковке. Лучше использовать порошковую краску, но для этого нужна специальная камера, соответствующее оборудование.
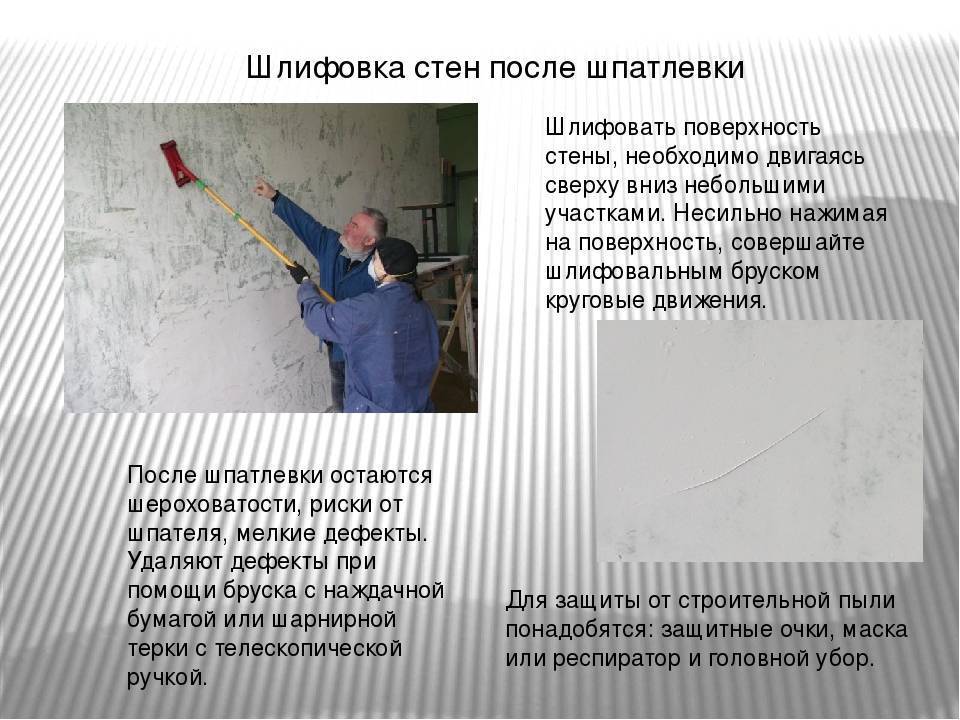
Предварительные работы
Подготовка стен к покраске требует очень тщательного подхода. И подойти к вопросу надо со всей ответственностью, ибо от этого полностью зависит конечный результат. Итак, стены нужно прежде всего очистить от старых видов отделки. Если это обои, их нужно снять, причем полностью. Если это масляная краска и водоэмульсионная, от нее также надо избавиться, не говоря уже о побелке. После этого надо провести тщательную ревизию стен. Прежде всего проверить их целостность. Если они были ранее оштукатурены, слой раствора прочный и хорошо держится на стене – отлично. Если же есть места, где он буквально ходит ходуном – их надо очистить, а дефекты заделать свежим раствором. Если повреждено более 40 процентов поверхности, рекомендуется не мелочиться и полностью удалить со стены всю старую штукатурку.
Как только вы сочтете, что имеете в итоге прочное основание, можно приступать к его грунтовке.
Что такое порошковая краска
Смесь в порошкообразном состоянии наносят на подготовленные под покраску элементы. Благодаря электростатическому притяжению частицы задерживаются на поверхности. При высокой температуре происходит их расплавление и полимеризация, после чего образуется качественное сплошное покрытие. Применять такой материал можно для окрашивания деталей из металла, стекла, т. к. они не деформируются при температуре 200-250 °C.
Где применяется
Технология порошковой окраски получила наибольшее распространение в следующих сферах:
- Металлургия.
- Производство изделий из металла в промышленности.
- Изготовление строительных материалов.
Материал с содержанием пигментов подходит для создания покрытия на различных элементах и конструкциях:
- Спортинвентарь.
- Бытовая техника и мебель.
- Медицинское оборудование.
- Профили из алюминия.
- Металл листовой.
Преимущества и недостатки

При окрашивании порошковым составом поверхность получает хорошую защиту от внешних агрессивных воздействий. При накладывании вещества образуется плотный малопористый слой, способный заменить двойное покрытие из простой краски. Порошковая поверхность не подвержена образованию царапин, во время транспортировки не повреждается.
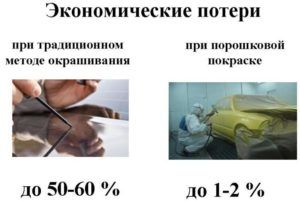
При работе потери красящего вещества незначительные. Расход получается экономичным, а сам процесс несложный для выполнения.
Порошковая краска поставляется в полностью готовом для работы состоянии, не понадобится разбавлять состав растворителем, поверхности не требуется грунтовать. Металл, окрашенный с использованием данного материала, получает хорошую защиту от коррозии. Покрытие не утрачивает рабочие свойства при любой погоде, сохраняет яркость цвета и остается блестящим.
Недостатки вещества следующие:
- Нет возможности колеровать состав.
- Вручную процедуру окраски провести не удастся, только в производственных условиях.
- Если при покраске допущен дефект, отдельный участок исправить не получится, понадобится обрабатывать деталь снова.
- Размер элементов, подходящих для окраски, зависит от габаритов полимеризационной камеры.
Как покрасить металл — нанесение грунта

Существует около десятка способов для нанесения краски без снятия ржавчины. Большая часть этой группы технологий подразумевает фабричные методы обработки и подготовки изделий, как правило, речь идёт о защитной обработке тяжёлых металлоконструкций для строительства. В частном порядке можно применять два варианта:
- Покрывать дорогостоящей двухкомпонентной краской, предварительно обработав поверхность пассивирующим составом, обычно с содержанием ортофосфорной кислоты.
- Покрытие универсальной грунтовкой, пригодной для нанесения по ржавчине, с последующим окрашиванием алкидной или полиуретановой эмалью.
Практическая разница этих двух методов заключена в стоимости материалов и долговечности защитного покрытия. Двухкомпонентные краски наносятся более толстым слоем и образуют прочную плёнку. В отличие от обычных эмалей, такое покрытие не допускает даже минимального газообмена, воздух и водяной пар в ржавчину не проникают. К тому же краска обладает более высокой твёрдостью и при этом сохраняет эластичность, она способна выдерживать даже очень существенное набухание ржавчины. При этом слой корродировавшего железа постоянно уплотняется, и реакция спадает на нет.
Как покрасить металл, бюджетный тип покрытия в виде грунта и эмали обеспечивает сохранность изделия в течение не более 2–3 лет и требует регулярного обновления. Последнее заключается в зачистке и обезжиривании слоя эмали с последующим нанесением очередного. Суть та же: со временем толщина слоя краски становится достаточно большой для обеспечения полной изоляции изделия от атмосферных воздействий.
Покрытие металла бронзой под старину
Для придания изделию вида старинного предмета необходимо провести следующую последовательность процедур:
- Подготовка изделия к покраске неизменна.
- Применяем методику окраски, описанную ранее.
- Естественные неровности, имеющие углубления, подлежат обработке патиной до необходимого процента потемнения.
- После просушки кистью лессируют светлой краской по углам, создавая эффект износа от старения.
- Заканчивают нанесением тонкого лакового слоя.
 Бронза с эффектом старения
Бронза с эффектом старения
Для получения эффекта старой бронзы достаточно часто используют методику с применением кракелюрного грунтовочного покрытия, которое в результате придает изделию вид со следами ржавчины, что в конечном итоге представляют иллюзию старого материала.
 Эффект кракелюрного грунтовочного покрытия
Эффект кракелюрного грунтовочного покрытия
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).





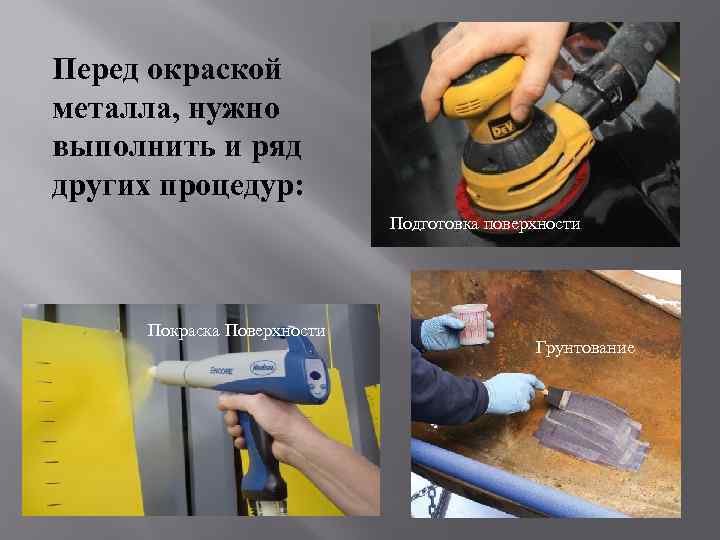
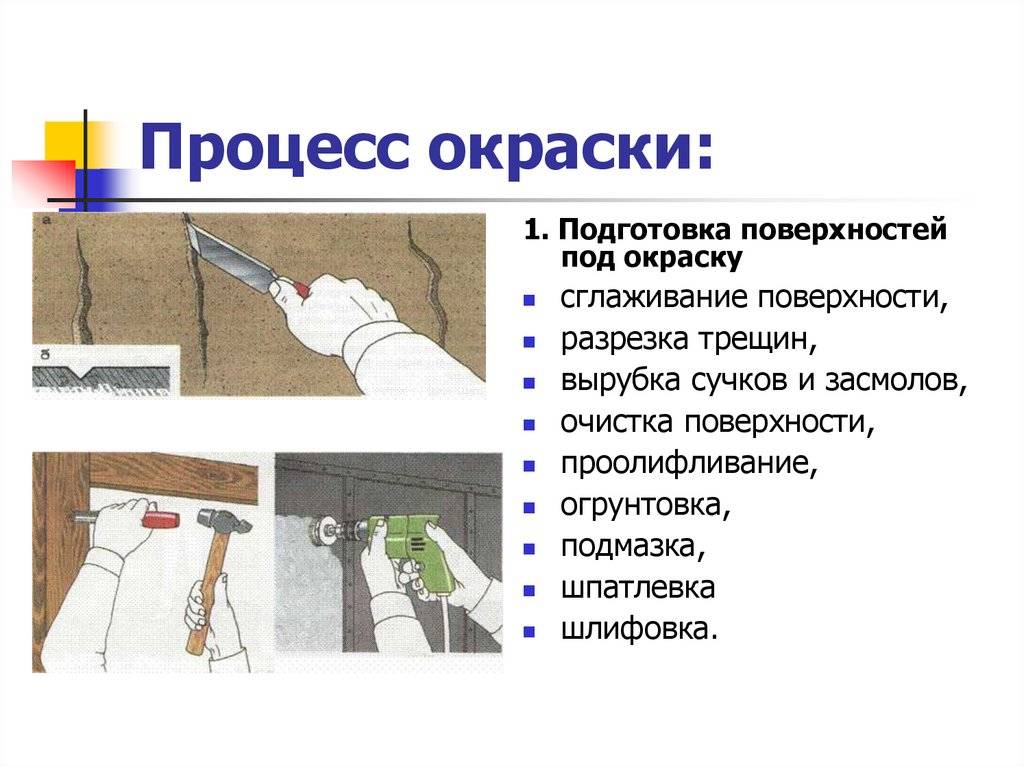
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.

Важно! Если деталь имеет слишком сложную конфигурацию, сильно загрязнена и покрыта коррозией, замочите ее в растворе щелочи
Покрывание детали порошковым покрытием
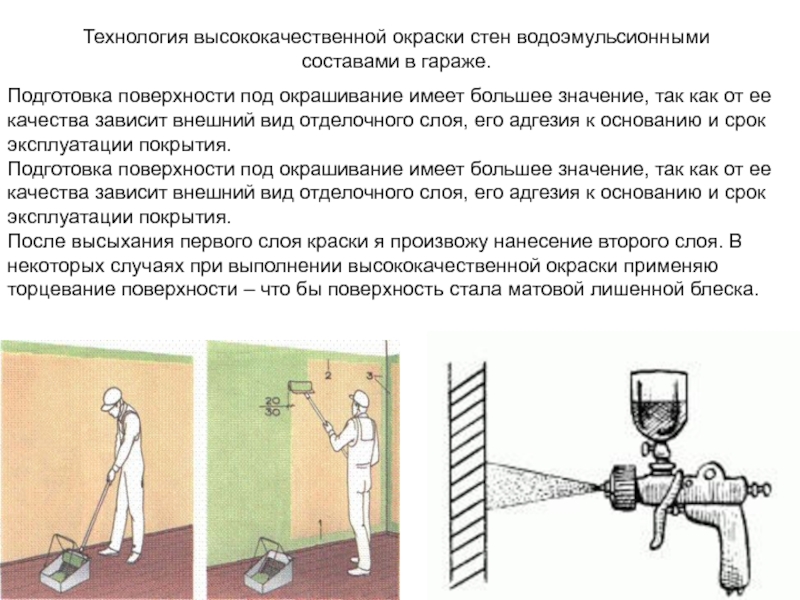
Следующий этап после подготовительного – непосредственно окрашивание. Тут все довольно просто: поместите деталь в отсек напыления, присоедините и закрепите на ней минусовой провод от вашего источника питания. Если включить наш преобразователь и поднести бутылку с металлической пробкой к детали на расстояние 20-30 мм — увидим проскакивание искр, это значит, что напряжения достаточно для нанесения порошковой краски.
Для этого надавливаем на бутылку, чтобы часть порошка вместе с воздухом выдувалась из дырок в пробке. Под воздействием высокого напряжения, частицы краски электризуются и прилипают к окрашиваемому изделию.
Часть порошка все равно рассыпется на пол, поэтому подстелите газету, чтобы потом его собрать.
Совет! Если с помощью окраски планируется достичь устойчивости детали к воспламенению, купите огнезащитные ЛКМ по металлу («Негорин», «Полистил» и им подобные).
После нанесения порошковой краски начинается процесс создания отвержденного полимерного слоя.
Полимеризация
Суть этого процесса в том, что окрашенная деталь устанавливается в специальную печь. Там она в течение определенного временного промежутка подвергается воздействию высокой температуры.
Для этого потребуется самостоятельно изготовленная печь для полимеризации порошковой краски. Чтобы процесс прошел без накладок, необходимо соблюсти следующие условия:
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
Окраска металла под бронзу
Бронзовое покрытие является одним из самых эффектных визуально. Поэтому часто люди стремятся воссоздать именно его. И способов сделать это существует несколько, и все они подразумевают использование бронзовой краски.
В первую очередь поверхность подготавливается. Производится очистка от грязи, жира и ржавчины. После этого на нее наносится слой грунтовки для металла, что повысит адгезию наносимых выше слоев. На третьем этапе идет нанесение бронзовой металлизированной краски в 2-3 слоя.
Если данному бронзовому слою хочется придать эффект старины, то углубления необходимо обработать патиной, что позволяет получить эффект потемнения от времени. После этого проводится лессировка, в ходе которой мы проходим по выступающим элементам и тем местам, для которых характерны потертости, белой краской. После высыхания последней наносится прозрачный лак, позволяющий закрепить эффект.
Разновидности антикоррозионной краски
Краска для железа сочетает в себе сразу три главных свойства:
- преобразователь ржавчины, он же ингибитор;
- грунтовка;
- само красочное покрытие.
Но надо отметить тот факт, что название «антикоррозионная краска» – это несколько групп материалов, которые отличаются друг от друга ингредиентами. Рассмотрим эти группы по отдельности.
Изолирующие
Своё название она получила потому, что после нанесения на металлическую поверхность она образует на ней прочную плёнку. Последняя надёжно защищает металл и от влажности, и от кислорода. В основе этих красок лежит сурик. Как дополнение – материал обладает прекрасными термостойкими характеристиками. То есть её спокойно можно применять для окрашивания металлических конструкций, расположенных на улице и даже в воде.
Добавим, что изолирующие краски быстро сохнут, в пределах 2-3 часов.
Пассивирующие
Основное их назначение – замедлить процесс коррозии металлов, потому что в их состав входят антикоррозионные вещества.

Преобразователи
Своё название этот вид краски получил за счёт ортофосфорной кислоты, которая входит в её состав. Именно кислота входит в химическую реакцию с ржавчиной, она же окись железа, образуя совершенно новое химическое соединение под названием фосфат железа. Последний при контакте с водой не образует ржавчины. Получается так, что своё название эта разновидность краски получила лишь потому, что в процессе её нанесения преобразовывается одно химическое соединение в другое.
Но самое главное, что преобразователи не только решают проблему ржавых участков, но и помогают хотя бы частично восстановить повреждение в виде коррозии.
Фосфатирующие
Этот вид краски является двухкомпонентным. В её состав входит ортофосфорная кислота и пассивирующие вещества. Вот её преимущества:
- высокие адгезионные характеристики;
- хорошая укрывистость, отсюда небольшой расход из расчёта окрашиваемой площади;
- возможность окрашивать оцинкованные поверхности, которые другими красками против ржавчины обработать просто невозможно.

Протекторы
Эта краска по железу для наружных работ по ржавчине в своём составе имеет металлические частицы. После её нанесения и высыхания на ржавой поверхности образуется прочная металлизированная плёнка, через которую не просочиться вода. Такой лакокрасочный материал рекомендуется использовать для покраски металлических изделий, установленных и эксплуатируемых в условиях повышенной влажности.
Добавим, что эта краска быстро сохнет, плюс её расход самый минимальный из вех предложенных видов. Кстати, именно её рекомендуют для покраски катеров и лодок, когда их ставят на ремонт.
Ингибирующая
Производители считают её уникальной. Во-первых, этот материал можно использовать как простую краску. Во-вторых, на коррозионных поверхностях она работает, как грунтовка. Отсюда и большой расход, потому что грунт глубоко проникает в ржавый участок, полностью заполняя его собой.
Что касается дополнительных достоинств, то это высокая адгезия и небольшое время высыхания. Все в купе сделало ингибирующую разновидность самой востребованной, если стоит определение лучшей краски по ржавчине.

Итак, шесть групп антикоррозионной краски. Сразу надо оговориться, что возлагать на эти материалы большие надежды не стоит. То есть использовать их можно, если:
- участок ржавчины небольших размеров;
- сама ржавчина прочно скреплена с металлической основой, на которой она находится.
Если оба эти условия не присутствуют, то лучше отдать предпочтение другому варианту восстановления ржавых участков.

Разновидности по основе
Все краски для покрытия ржавчин производятся на основе основных ингредиентов лакокрасочной продукции. Поэтому предлагаем ещё одну классификацию:
- Эпоксидная. Это состав двухкомпонентный. То есть для приготовления придётся смешать два разных материала. Такая краска очень токсична, поэтому внутри помещений её не применяют. Но у этого материала есть большой плюс – им можно покрывать металлические изделия, которые в процессе эксплуатации нагреваются.
- Акриловая краска по металлу. Этот материал выделяется среди всех предлагаемых своим длительным сроком эксплуатации. К тому же акриловый состав не боится перепадов температур, поэтому им часто окрашивают радиаторы отопления.
- Алкидная. Отличный вариант для оцинкованных поверхностей. Но эта разновидность склонна к возгоранию.
- Молотковая. Своё название этот материал получил лишь потому, что после нанесения на поверхности металла образуется шероховатая плёнка. Такое ощущение, что по металлической поверхности били маленьким молотком. Но у этого состава есть один большой плюс – он прекрасно срывает под собой все недостатки.

Какое правило применяется
Лингвисты и словари убеждают нас в том, что данные существительные являются синонимами. Но мы знаем, что синонимы имеют лишь похожее значение, абсолютных синонимов в языке очень мало.
Действительно, слово, начинающееся с «о», имеет более широкое лексическое значение. Оно может обозначать не только процесс нанесения краски, но и цвет чего-либо.
Существительное с начальной «п», как правило, используется именно для обозначения процесса окрашивание или его результата.
В каких случаях говорят «окраска»?
В каких случаях говорят «покраска»?
Окраска и покраска, это синонимы, отличающиеся некоторыми нюансами. Если словом «покраска», определяется сам процесс нанесения краски, то понятие окраски несколько шире. Например, окраска неба, облаков, или окраска тембров голоса.









Хотя, в русском языке, данные слова «окраска» и «покраска» являются родственными, тем не менее, разница между ними существует, во первых, слово «окраска» может иметь более широкое значение, например, окраска воды или перьев птиц, во вторых, окрасить, значит совсем не обязательно сделать это полностью, в отличие, от покрасить.
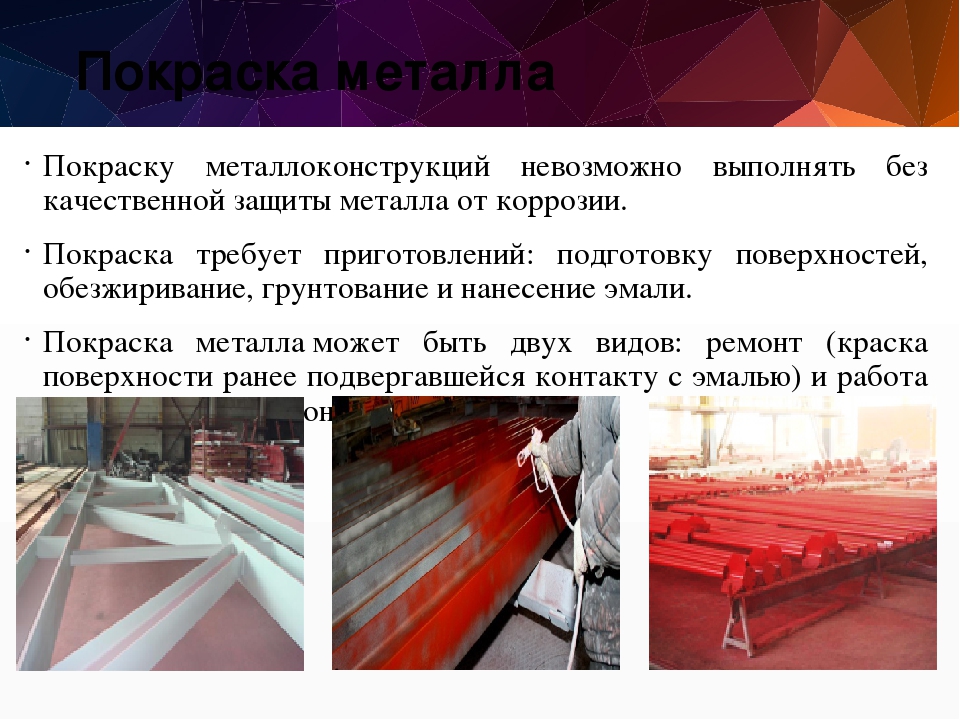
Металлические конструкции обладают целым рядом достоинств: меньшей массой (если сравнивать с железобетонными изделиями); удобством и быстротой возведения; лёгкостью монтажа и демонтажа; простотой и серийностью изготовления; транспортабельностью; прочностью и долговечностью; надёжностью в эксплуатации.
Вместе с тем, подверженность металлоконструкций коррозии вызывает необходимость их защиты от агрессивных воздействий внешней среды.
Существует великое множество металлических конструкций, применяемых в строительстве. К наиболее распространённым металлическим конструкциям можно отнести балки, колонны, фермы, арматурные сетки, каркасы, панели, профиль, витражи, ворота, заборы и другие ограждающие конструкции.
Виды металлических поверхностей
Разные типы красок могут совершенно по-разному реагировать на тот или иной металл, поэтому целесообразно немного изучить специфику металлических поверхностей предназначенных для последующей покраски:
- Так, например черные металлы лучше всего обработать алкидными или масляными составами и сделать это лучше как можно быстрее до момента, когда поверхность вступит в реакцию с влажной средой, начнет окисляться и покрываться ржавчиной и как следствие может потерять изначальный запас прочности особенно на открытых подверженных атмосферным воздействиям местах;
- Что касается обработки элементов из оцинкованной стали то здесь немного попроще, так как сплав цинка, нанесенный тонким слоем на основу черного металла, хорошо защищает его от различных агрессивных воздействий. Но, все же не лишним будет для увеличения срока службы покрыть поверхность элемента эмалью на алкидной основе;
- Цветные металлы лучше всего обрабатывать не красками, а лаками на полиуретановой и эпоксидной основе.

Полиуретановый лак идеально подойдет
Контроль качества
5.1. Контроль качества лакокрасочного покрытия производят пооперационно и окончательно окрашенного изделия визуальным методом на отсутствие потеков, сорности, непрокрашенных мест, отслаивания, пузырей.
5.2. Контроль толщины покрытия производят толщиномерами различного типа. Расход краски при двухразовом нанесении — (150-180) г/м2.
5.3. Цвет покрытия определяют методом визуального сравнивания с выбранным эталоном цвета «Картотеки» при естественном или искусственном дневном рассеянном свете.
5.4. Краски «Полифан» после высыхания должны образовывать ровную, однородную матовую или полуматовую поверхность.
Виды краски: преимущества и недостатки
Эпоксидная эмаль крайне токсична из-за компонентов, входящих в ее состав. Поэтому используется очень редко. Она предназначается для защиты металла от нагревания до высоких температур.

В масляных красках основные компоненты – это натуральные масла и олифа. Они не выдерживают перепадов температур, потому используются по большей части для внутренней отделки. Еще один минус – они не защищают металлическую конструкцию от коррозии.

Алкидные виды (эмаль) чрезвычайно горючие. Однако эта категория красок является быстросохнущей и имеет хорошую схватываемость. Эмали хорошо подходят для окрашивания оцинкованного металла, а также предотвращают процесс ржавления конструкции.

Акрил выдерживает высокие температуры, покрытиями этого типа можно красить, например, батареи центрального отопления. Он износостойкий, не подвержен растрескиванию и выцветанию, обеспечивает защиту от коррозии. Не теряет глянец, не желтеет и не окисливается.
Также акриловые краски экологичны, смываются с рук и инструмента водой до того как высохнут. После высыхания акрил становится водостойким. Неудивительно, что этот тип красителей набирает все большую популярность на рынке, несмотря на свою высокую по сравнению с остальными видами цену.

Отлично подходит для конструкций из металла водная краска. У нее хорошая адгезивная способность и эластичность, она не горюча, не выделяет вредных веществ. Ее можно использовать на объектах промышленности.

Цинковые минеральные краски дают лучшую защиту от коррозии – до 25 лет. Полиуретановая краска так же хороша для этих целей. Например, двухкомпонентная грунт-эмаль является симбиозом таких свойств как износостойкость и предупреждение появления ржавчины.

Если нужна зеркальная краска под хром, она тоже существует. Бывает двух видов, но для окрашивания металлической конструкции подойдут только двухкомпонентные.
Процесс нанесения немного сложнее, так как требует тщательной подготовки поверхности до окрашивания и создания защитного слоя лака после, но результат получается неотличимым от настоящего хрома. Для работы с такими красками используется распылитель, малярные валики и кисти не подходят.

Для нанесения надписей на металлизированную поверхность любой степени загрязнения или износа подходит маркер по металлу. В нем используются безопасные высокопигментированные чернила, они водо- и термостойкие, светонепроницаемы, не теряют яркости на протяжении длительного времени, и удобны в использовании.
Нитрокраска (нитроэмаль, нитроцеллюлоза) – еще один вид покрытия, которое получают путем обработки целлюлозы азотной кислотой. Продается уже готовая к применению, в разбавлении не нуждается. Отличается сверхбыстрой скоростью высыхания, поэтому чаще всего ее наносят способом распыления. Недорогая. Очень привлекательный вид покрытия, получающегося в результате окрашивания, – еще один плюс в копилку нитроэмали. Но нужно учесть, что красивым покрытие получается только при длительной и тщательной подготовке поверхности перед покраской.

Другие минусы:
- горючесть;
- высокая токсичность;
- летучесть;
- требование работать только в сухом помещении (в сыром здании на поверхности конструкций могут образоваться белесые подтеки);
- хрупкость – может отлететь от покрытия при ударе.
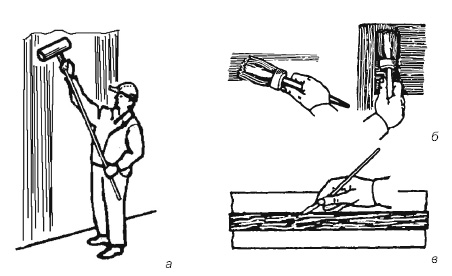
Основные ручные инструменты для выполнения малярных работ и их назначение
Для малярных работ требуется небольшое количество простых инструментов, при этом следует учитывать, что каждый из них имеет свою область применения.
Для окрашивания больших площадей применяется маховая кисть. Ее особенностью является полая ручка, которую можно насаживать на удлиняющую рукоятку. Этот ручной малярный инструмент применяется для работы с клеевыми и казеиновыми составами.
Если же окрашивания требует небольшая поверхность, с этой задачей легко можно справиться с помощью кистей-ручников. Они пригодны для работы с краской любого вида, если щетина крепится с помощью металлической оправы. Однако если щетина просто приклеена, для работы с известковыми составами ручники использовать не рекомендуется.
Для проведения работ на свежеокрашенной поверхности применяются торцевые кисти. Назначение этого инструмента для малярных работ – разглаживание всех неровностей. Обычно торцевые кисти используют при работе с красками на клеевой и масляной основе.
После окончания работы валик нужно тщательно промыть с мылом.
Чтобы ускорить проведение малярных работ, понадобятся пневматические распылители. Наиболее простым в эксплуатации считается ручной распылитель. Немного сложнее в использовании электрический распылитель, однако действует он намного эффективнее.
Посмотрите, как выглядят инструменты для малярных работ на этих фото:






Чтобы очистить поверхность потолка и стен к окрашиванию, потребуется небольшой деревянный или пробковый брусок, который обворачивают наждачной бумагой.
Далее вы сможете ознакомиться с основами технологии малярных работ и сможете ознакомиться с обучающим видео.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.


![Покраска металлических изделий ???? [основные методы]](https://remontgoda.ru/wp-content/uploads/6/0/1/6014514dab8784747dfc64a73acd3679.jpeg)


В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
 Особенности порошковой покраски
Особенности порошковой покраски
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:
 Состав краски не колеруется и выбор идёт из готовой палитры оттенков
Состав краски не колеруется и выбор идёт из готовой палитры оттенков
- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.





