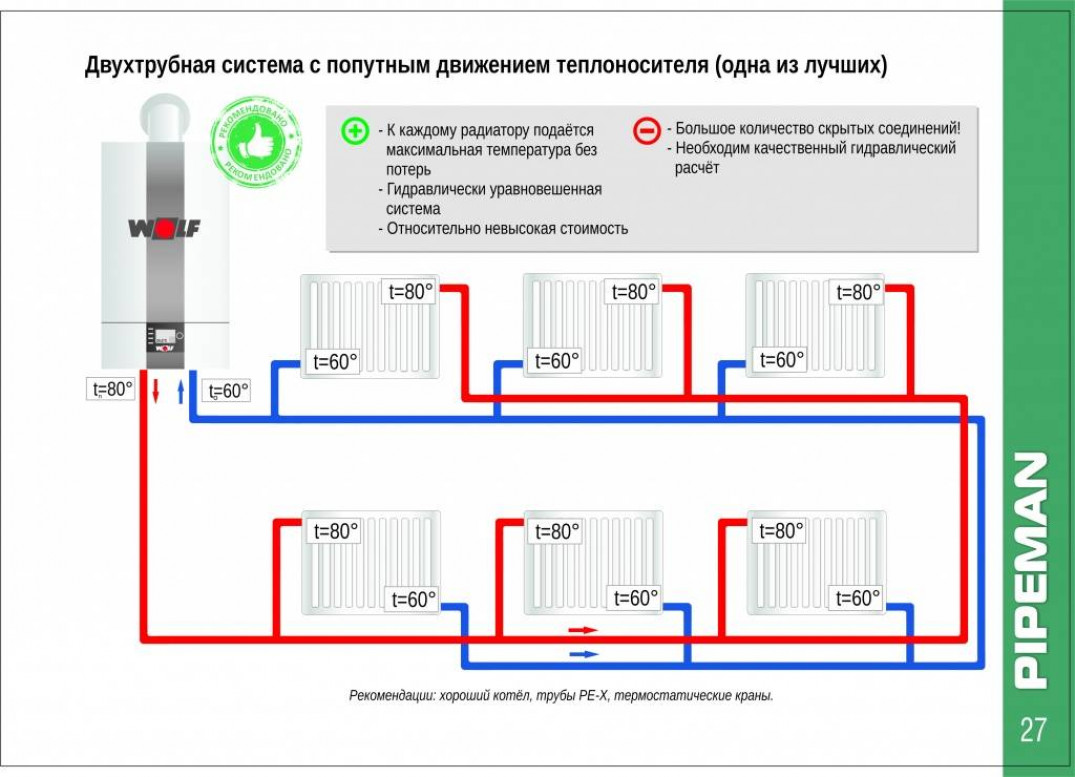
Основные элементы конструкции
 Принцип работы
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
 Схема простого трубогиба с размерами в мм
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
 Прижим профиля производится домкратом
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
 Чертежи устройства для изгибания
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
 Готовый трубогиб
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Принцип работы трубогиба
Поначалу может показаться, что в сгибании труб ничего сверхсложного нет, однако в действительности это не совсем так. При неправильном обращении вы можете столкнуться со всевозможными дефектами, среди которых подминание (может стать причиной изменения диаметра) или же растягивание толщины в месте сгиба (из-за этого могут пострадать прочностные характеристики трубопровода). По этой причине приспособление нужно подбирать правильно, зная о принципе его действия – так вы минимизируете возможные дефекты.
Сам же принцип работы заключается в следующем. Вначале необходимый размер полукруга рисуется на сложенных досках или же кусках древесно-стружечных плит, после чего они обрезаются по линии и фиксируются посредством гвоздей на полу, стене или же заборе. При этом необходимо помнить, что этот щит должен быть несколько толще, нежели сгибаемое изделие (примерно на два-три сантиметра). Из обреза доски в боковой части фиксируется упор. Между последним и шаблоном вставляется край трубы, а затем в соответствии с этим шаблоном производится плавное сгибание (за второй конец изделия для этого нужно взяться руками).
Также заметим, что существуют достаточно сложные решения проблемы со сгибанием труб большого диаметра, однако они предусматривают наличие навыков слесарных работ и использование профессионального оборудования. Самому сделать такой трубогиб не только трудно, но и дорого – гораздо проще приобрести уже бывший в использовании ручной агрегат.
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Необходимость использования и стоимость промышленных трубогибов
Решая, как согнуть профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости — крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке — фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- трубогиб электрический роликовый профилегиб TV-4 — 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) — 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Делаем простой трубогиб своими руками
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
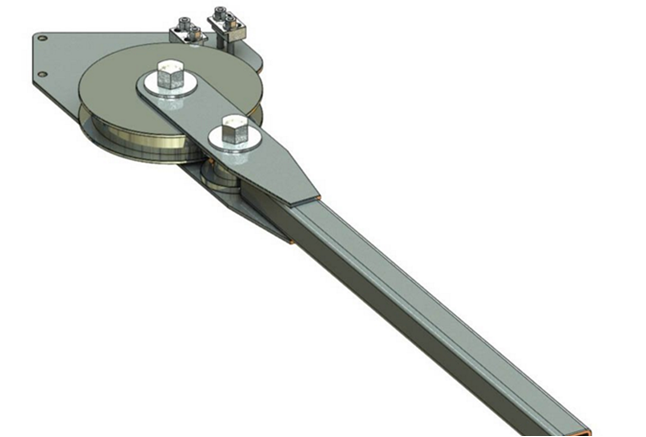
Внешний вид изготавливаемого инструмента
Это простейшая конструкция ручного трубогиба, для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм. В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.
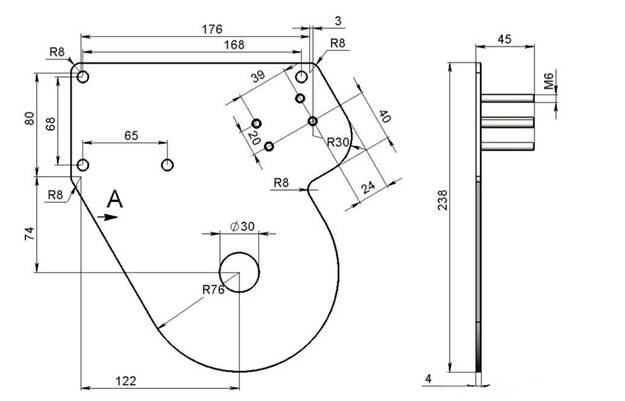
Схема крепежной планки
Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.

Схема ручки трубогиба
Самодельный трубогиб для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
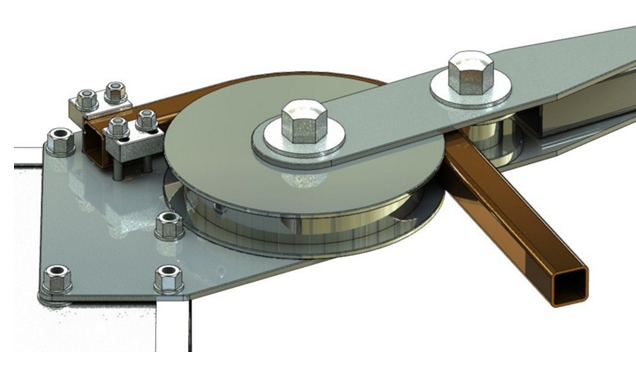
Трубогиб в работе
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.







Гидравлический станок для гибки профильных труб
Для того чтобы сделать гидравлический станок понадобится:
- гидравлический домкрат примерно на 5 тонн;
- металлические пластины;
- швеллер;
- 2-3 ролика;
- башмак.
В первую очередь следует выполнить конструкцию из швеллера, которая должна быть оснащена роликами и башмаком. После этого из аналогичного материала делается каркас станка.
Последнюю платформу станка нужно будет укрепить металлическими пластинами. После этого на эту полку устанавливается домкрат. Конструкция закрепляется болтами и к ней крепится ручка.
Выполненные для гидравлического трубогиба ролики устанавливаются на равной высоте в прямоугольном швеллере и крепятся при помощи болтов. Ниже нужно будет установить башмак. Расположение этих элементов определяет необходимый радиус изгиба трубы.
Станок с гидравлическим приводом готов. Более подробную инструкцию его изготовления своими руками можно посмотреть по видеоролику.
Технология гибки:
- Труба вставляется в башмак и обеих сторон закрепляется.
- Далее задействуется домкрат, ручку которого нужно начать медленно вращать.
- Создаваемое гидравлическим приводом усилие будет передаваться на ролик и изделие начнет сгибаться под заданным углом.
Работу станка остановить можно в любой момент. А чтобы вытащить трубу, достаточно будет прокрутить ручку в противоположную сторону на пару оборотов.
Гнуть профильные трубы в домашних условиях можно самыми различными изготовленными своими руками конструкциями. И домашние мастера, и профессиональные инженеры все больше совершенствуют самодельные трубогибы, чертежи которых можно найти в интернете.
Трубогиб из металлолома за пару часов
Тот, кто когда-нибудь задумывался об изготовлении теплицы из поликарбоната, сначала задавался вопросом, как сделать дуги. В этом поможет моя статья.
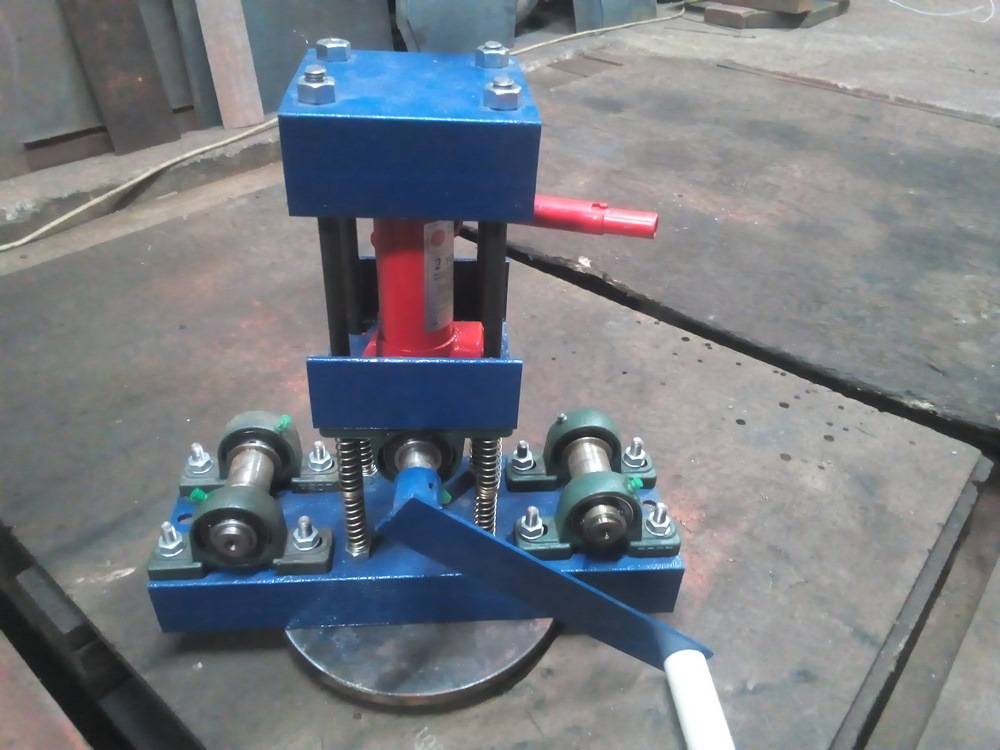
Здравствуйте, уважаемые читатели Дзен! В этой публикации речь пойдёт об изготовлении профелегибочного станка. Обычно они имеют такой вид:

картинка взята из свободного доступа на Яндекс.Картинки
Но т.к. у нас всё авторское, мы пойдём другим путём и исполним несколько другую конструкцию. Кроме того, в ней одновременно можно будет изгибать до 4-х профилей.
Итак, делаем очень простой станок для изготовления дуг. Его, кстати, я использовал не только при изготовлении теплицы, но и для подготовки навесов различного профиля. Также при помощи моего трубогиба можно изогнуть швеллер и двутавр небольшого сечения (до № 12).
Конечно, готовые дуги можно найти в продаже (как и готовую теплицу), но мне, например, гораздо приятнее и дешевле всё сделать своими руками.
Для изготовления станка нам понадобятся такие основные детали:
— вальцы (3 шт.);
— шток и гайка к нему с небольшим шагом резьбы;
— подшипники (6 шт);
— мотоциклетные звёздочки (2 шт.);
— мотоциклетная цепь (примерно 90-100 см).
— обрезки металлопроката разного сортамента).
Как собран мой станок, прекрасно видно на фотографиях:

Вальцы я изготовил у знакомого токаря, на их осях закрепил подшипники, которые зажал в самодельных креплениях. Два нижних вальца соединены между собой мотоциклетной цепью, поэтому при вращении ручки вращаются оба вала. Верхний вал может подниматься и опускаться при помощи штока. Вся конструкция установлена на ножки из обрезков труб на уровне пояса человека для более удобного использования. Как видите, конструкция очень простая и надёжная.
Теперь коротко, как этим пользоваться.
Берём 4 профильных трубы и свариваем их друг с другом на «прихватки». Это, во-первых, ускоряет прокатку дуг, а во-вторых, позволяет сделать все 4 дуги одинаковыми. Аккуратно прокатываем их вперёд-назад, немного опуская верхний валик с помощью штока. Т.к. трубы очень длинные, удобнее пользоваться услугами помощника (хотя я обходился и в одиночку). Прокатываем дуги до достижения необходимой кривизны.

Остаётся только вытащить дуги и аккуратно удалить болгаркой прихватки. Всё, дуги готовы!
zen.yandex.ru
Ручной трубогиб: изготовление в домашних условиях
Среди владельцев гаражей и частных загородных участков часто возникает вопрос, как самому сделать трубогиб для профильной трубы? Данная проблема очень распространенная, потому что готовые аппараты стоят отнюдь недешево и приобретая их, владелец не всегда уверен в хорошем качестве. В таком случае изготовление трубогиба для профильной трубы своими руками — реальное решение.
Несмотря на простоту конструкции, самые примитивные трубогибы обеспечивают достаточно качественную обработку труб
Если объемы работ не слишком велики, то лучшим вариантом будет ручной трубогиб для профильной трубы.
Самый дешевый и элементарный вариант – простой ручной трубогиб своими руками. Чтобы его сделать, вам понадобится всего три составляющих: бетонная плита, металлические штыри и перфоратор.
Алгоритм выполнения монтажа деталей ручного трубогиба для профильной трубы своими руками предельно прост: бетонное основание разделяем на ячейки площадью 4х4 либо же 5х5 сантиметров. На углах образовавшихся клеток нужно сделать отверстия (просверливая их как можно глубже) с помощью перфоратора, и затем устанавливаем в них штыри.
Получившееся оборудование для гибки разнообразных профильных труб работает по несложному принципу: заготовку трубного изделия помещают между штырями и загибают, применяя физическое усилие, под нужным углом.
Конечно, идеальной точности при использовании настолько простого трубогиба для профильной трубы, сделанного своими руками, не добиться, но для бытовых целей его более чем достаточно.
Трубогиб своими руками: чертеж, видео инструкция
Самодельные трубогибы могут быть сделаны в различных вариациях. Даже самые простые из них способны обеспечить радиус изгиба. Трубы на них сгибаются при помощи шаблона.
Простейший шаблонный трубогиб
выполняется своими руками из деревянных досок
Доски выпиливаются с небольшим наклоном, что позволяет заготовке не соскальзывать. Между собой и к основанию доски крепятся любым удобным способом.
К тому же основанию рядом с шаблоном необходимо прикрепить упор, в который при сгибе будет упираться заготовка. Расстояние между ним и шаблоном должно быть таким, чтобы трубу в этот зазор можно было легко вставить.
Трубогиб готов и теперь его можно использовать по назначению. Для этого необходимо:
- Один конец заготовки вставить между упором и шаблоном.
- Взяться за противоположный конец трубы и аккуратными плавными движениями согнуть ее по шаблону.
- Чтобы заготовку можно было более легко и удобно согнуть, на ее противоположный конец можно надеть рычаг в виде трубы большего диаметра или прочного стержня.
Не рекомендуется пытаться сгибать заготовку от центра шаблона, так как она может переломиться.
Вместо деревянного шаблона по соответствующей линии изгиба на фанере можно закрепить металлические крючки. Такой трубогиб будет хорошо тем, что крючки можно переставлять, тем самым регулируя радиус изгиба заготовки.
Для того чтобы с помощью таких простейших инструментов можно было согнуть толстостенное изделие, рекомендуется применять ручную лебедку.





Какие нужны материалы и нюансы конструкций
Чтобы разобраться с тем, как изготовить трубогиб для круглой трубы из подручных материалов своими руками, необходимо в первую очередь понять основные принципы его работы.
Как правило, станки функционируют на основе вальцовки или прокатки. Это позволяет свести к минимуму вероятность излома или повреждения трубы.
Деформирование профтруб на тубогибочном станке подобного рода осуществляется достаточно просто. Деталь вставляется между роликами и поворачивается ручка. В результате несложных действий можно получить изгиб заданных параметров.
Если же необходимо работать с более прочными материалами, например, арматурой, тогда понадобится трубогиб электрический с электроприводом. Данное оборудование с легкостью справится практически с любыми задачами.
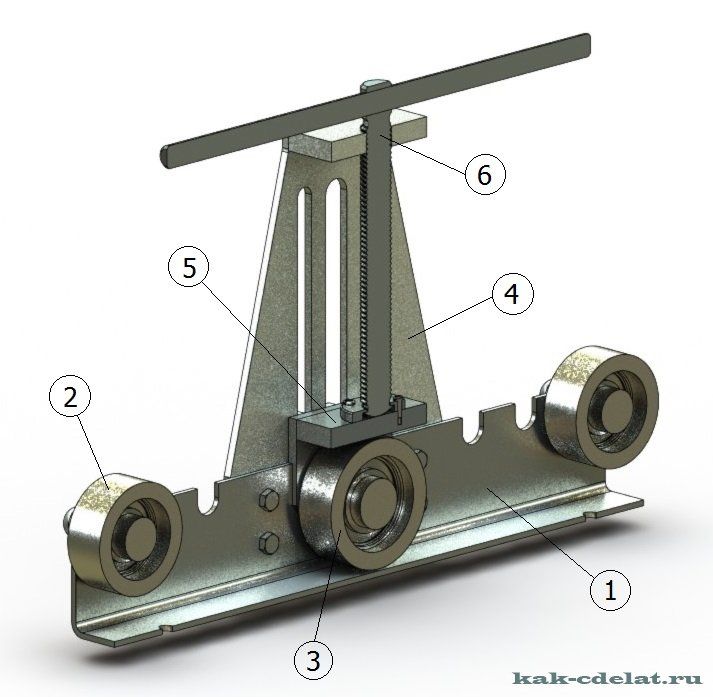
Составные элементы трубогиба.
В сборке самого простого инструмента потребуется следующий набор деталей:
- домкрат;
- профили из металла;
- высокопрочные пружины;
- три вала;
- приводная цепь;
- некоторые дополнительные детали.
Процесс изгиба на таком станке выгладит достаточно просто. Труба укладывается на боковые валы, а третий опускается сверху, обеспечивая необходимую нагрузку. Затем следует покрутить ручку, приводящую с помощью цепи валы в движение.
Методы выгибания
 Холодное выгибание профиля
Холодное выгибание профиля
Если вы прочли все описания, посмотрели фото и видео, то сам процесс выгибания вряд ли поставит вас в тупик. Если решились сделать гидравлическое устройство, то вы сможете гнуть на нём трубы, какой угодно толщины – самое главное, чтобы выдержали валы (вальцы). Но хотелось бы упомянуть об одном нюансе – выгибание может быть не только холодным, но и горячим. Нагрев обычно происходит при помощи газосварки, это очень удобно, тем более что можно греть только часть трубы, то есть участок, который нужно выгнуть.
Можно сказать, что холодный метод выгибания наиболее простой и если вы работаете с тонкостенной трубой, то греть её вовсе не нужно. Но здесь тоже могут быть проблемы – это шов. Профили не всегда делаются с высоким качеством и плохой шов при выгибании попросту расходится. Этого можно избежать при нагреве, но не всегда. Некачественная труба таковой и останется и никакой нагрев этому не поможет. Впрочем, если вы используете профиль для каркаса, то небольшая трещина по шву никак не станет критичной.
Примечание. Как бы там ни было, но горячая гибка всё равно является наиболее качественной. Горячий металл получается наиболее чётко выгнутым, без каких-либо перебоев.
Самодельный трубогиб для профильной трубы
Авторская история создания самодельного профильного трубогиба.
Скоро весна, скоро грачи и недостроенная теплица вот уже который год ). С самого начала решил делать нормальную теплицу из нормального профиля. Для этого надо гнуть каркас. Можно, конечно, поискать где согнут или вообще купить готовую, но мы не ищем лёгких путей. Будем гнуть сами, а для этого нам надо сделать трубогиб. Он ещё в хозяйстве не раз пригодится …
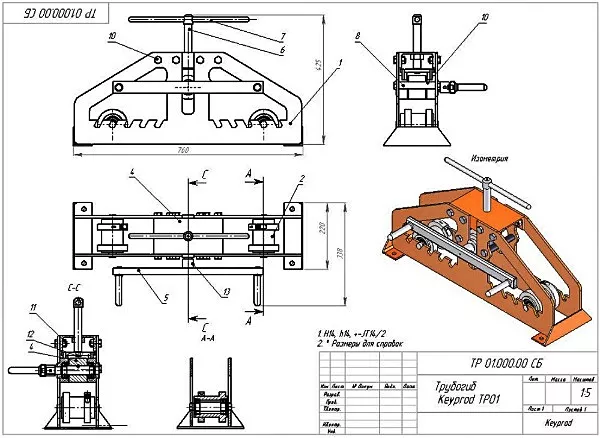
Итак порывшись в поиске на предмет чертежей или схем изготовления трубогиба своими руками я собрал у себя маленькую коллекцию фоток. Итак начнём сей процесс изготовления с чертежей и фотографий.
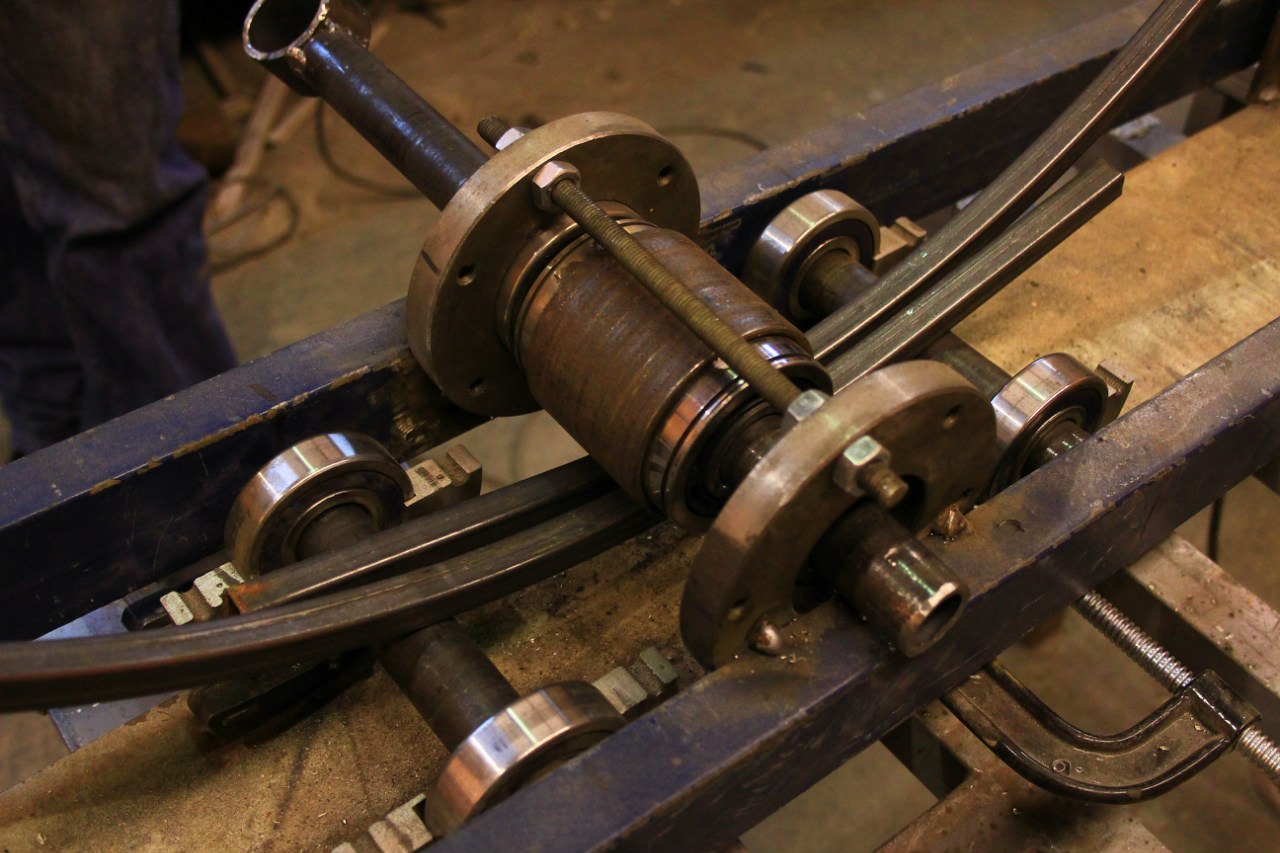
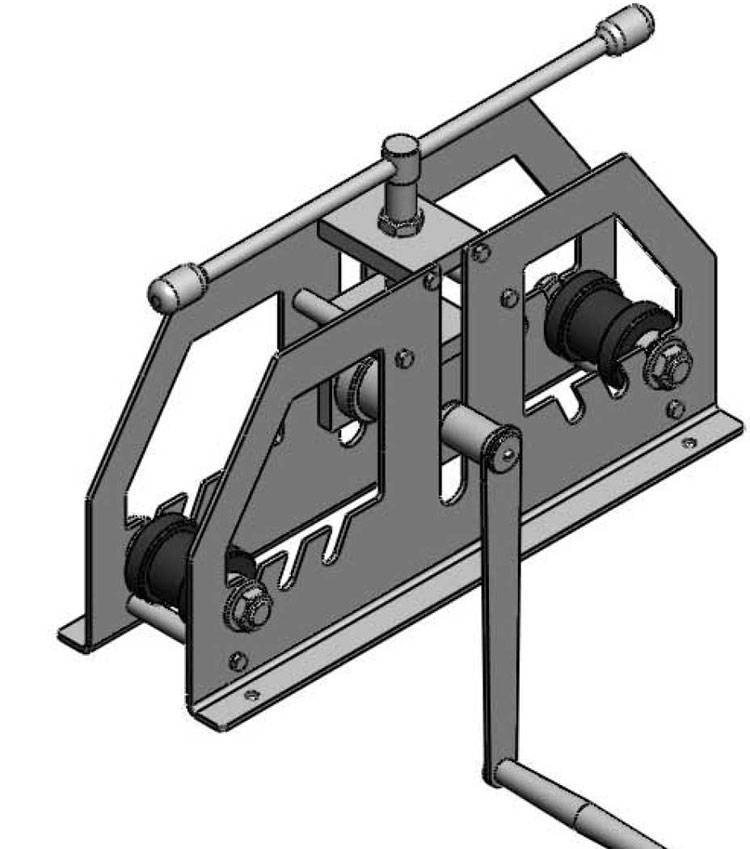
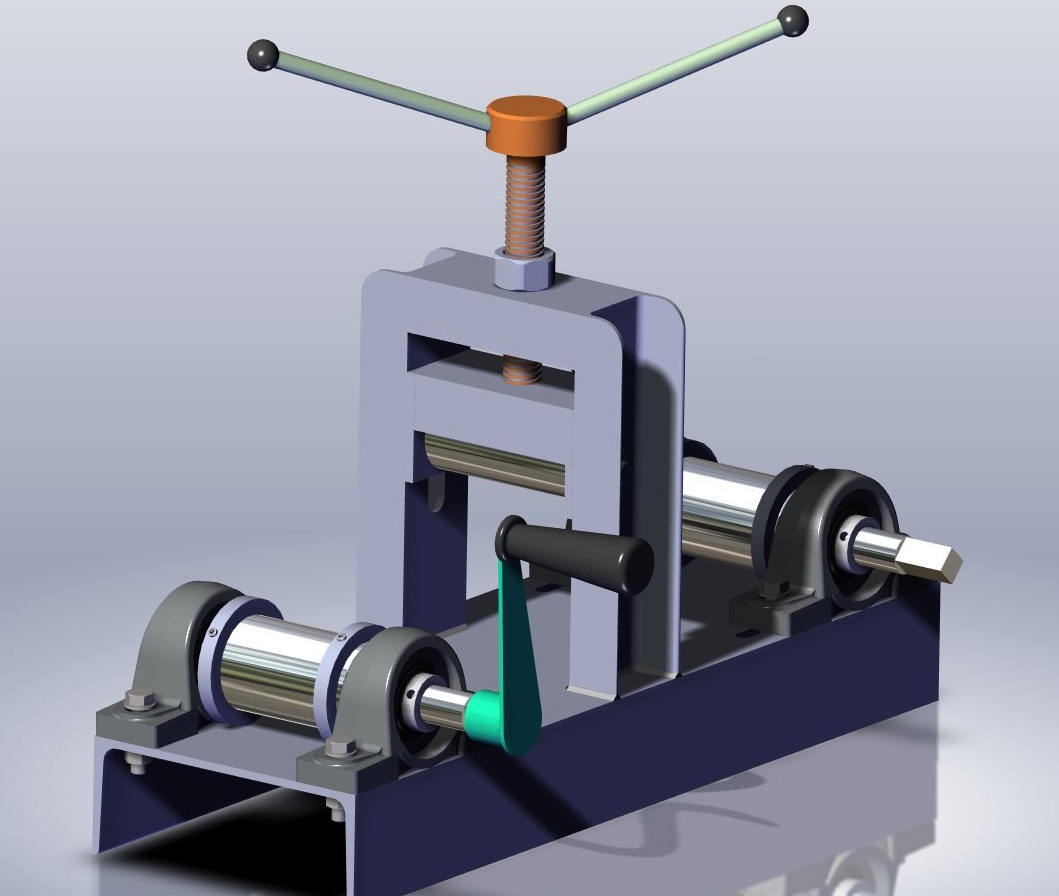
Сам трубогиб:
Немного процесса изготовления:
Ну и когда мы уже имеем представление о конструкции сами чертежи:
Самое важное выточить ролики и обоймы для подшипников. Размеры валов подбираем исходя из наших подшипников и звёздочек. От звёздочек можно вообще отказаться, сделав привод от одного ролика, но по отзывам так может пробуксовывать конструкция. Ещё прижимной винт можно заменить домкратом
В любом случае основное валы
Ещё прижимной винт можно заменить домкратом. В любом случае основное валы.
Ну начнём подбор материалов и корректировку чертежей? Ну а пока можно глянуть на ещё более продвинутый вариант. Валы выточены под пару диаметров круглых труб и под обычную профильную трубу.
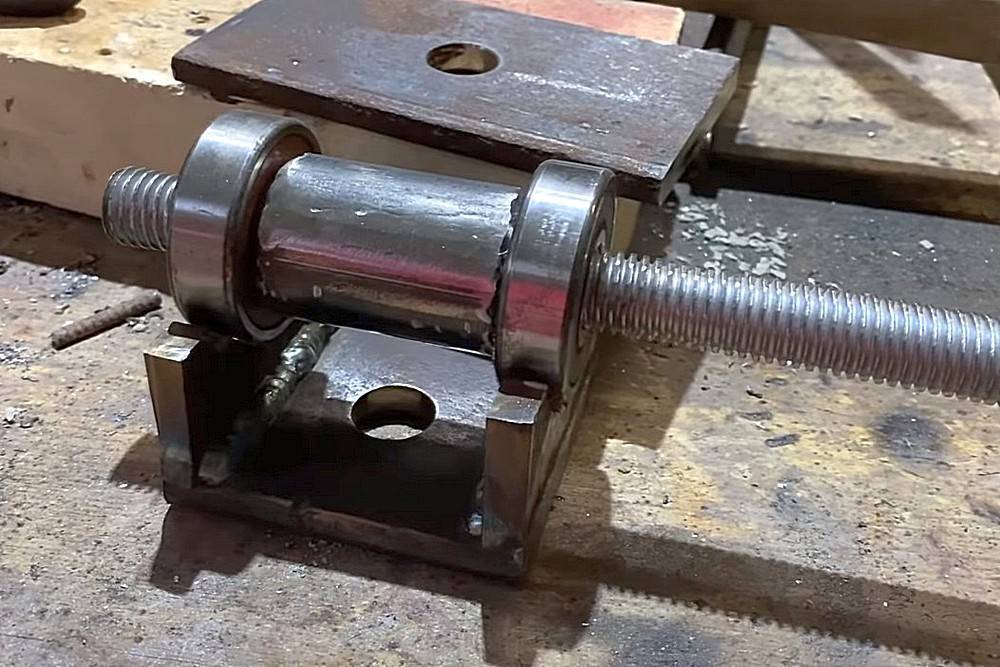
Для начала прикупил подшипники. Простые брать не стал, а купил на руб дороже самоцентрирующиеся с опорами. Так как делаться будет профелегиб «премиум-класса», то и шестерни с цепью для него должны быть премиум ). В моём случае Мерседесовские.

Задание токарю было сформулировано на куске обоев и он с заданием успешно справился

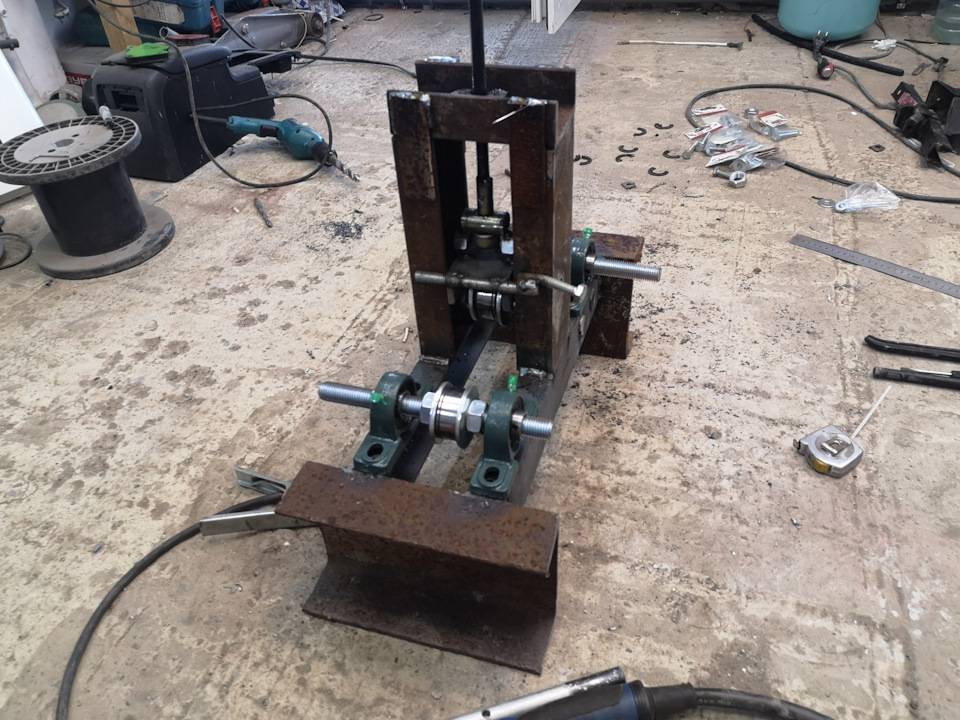
Ну и первая примерка

Шестерни будут зафиксированы через шпонку. В кольцах надо ещё просверлить отверстия и нарезать резьбы, для их фиксации.
Сверлю отверстия и делаю пазы под шпонку, для крепления шестерни.

В ограничительных кольцах засверливаю отверстия и нарезаю резьбу под болты-зажимы. Отпилил кусок швеллера под крепление прижимного вала. Одна полка была срезана, чтоб не мешала установке домкрата. Просверлены отверстия и нарезана резьба под крепления подшипников.

Теперь можно переходить к сварочным работам. Раскладываю детальки на «сварочном столе». Собираю конструкцию, привариваю ноги.

Прикручиваем прижимной вал. Контрогаем его и привариваем гайки для пружин.

Подвешиваю площадку на пружины. Кстати верхний упор крепится на болтах, на всякий случай, вдруг придётся вынимать прижимной вал.

Ну и дальше сверлю и прикручиваю нижние опорные валы.

Делаю натяжитель цепи. В качестве держалки — магнитный уголок. Отличная вещь!

Прикручиваю звёздочки, не забыв вставит шпонки. Шпонки сделал нарезав гравер.
Прикручиваю натяжитель.

Следующая деталь — ручка, для вращения. Не забываем сделать ручку с вращающейся трубкой, чтоб мозоли не натирать. И устанавливаем домкрат, привариваем пару болтиков и фиксируем его на площадке.

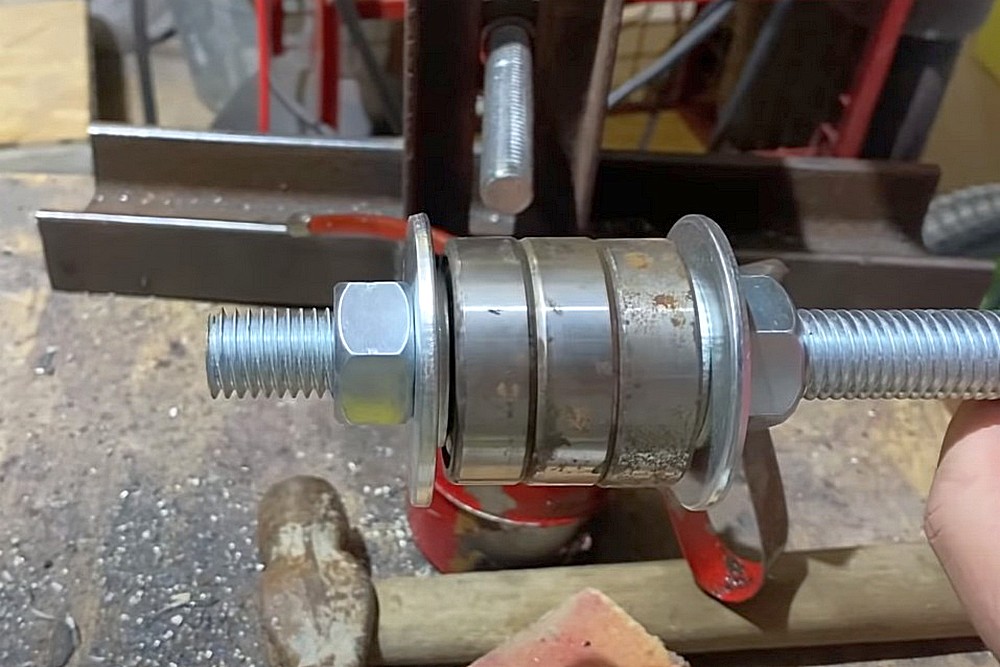
Результат

Наступило время стендовых испытаний! Что сказать о качестве гиба… сам изгиб получился просто замечательный. В крайних точках есть небольшое замятие. Без него никак Но благодаря буртику на центральном валу нет этого замятия по дуге.



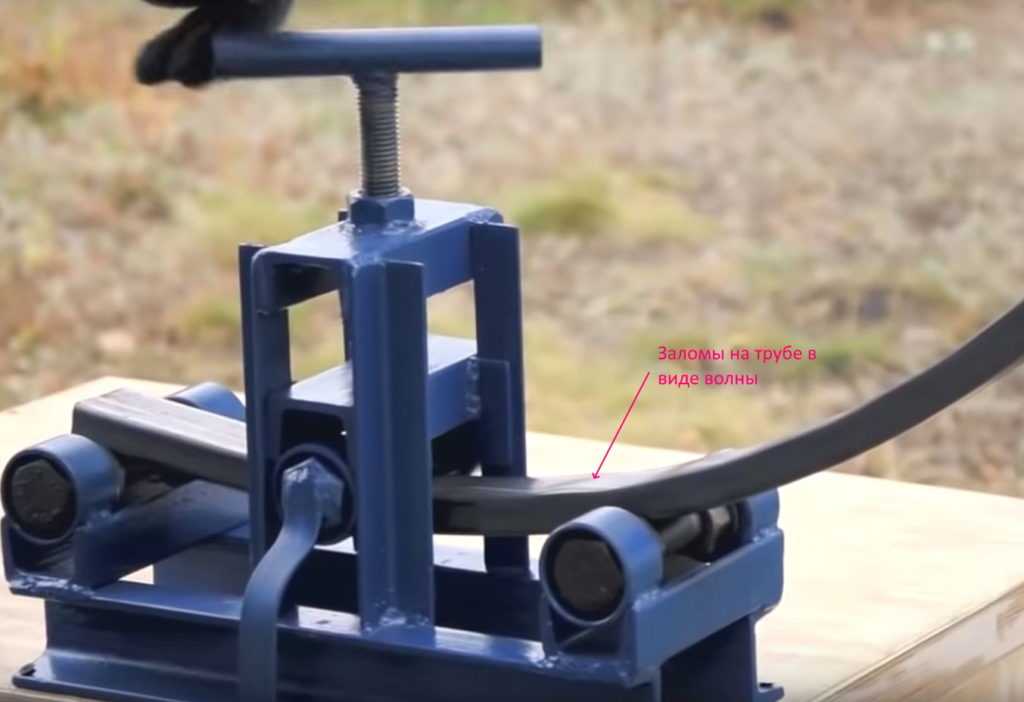






В принципе результатом более чем доволен. Станочек получился то что надо. Крутится легко, гнёт хорошо. Осталось немного придать товарного вида … в ход идет краска.

https://youtube.com/watch?v=5AzZBrsIabs
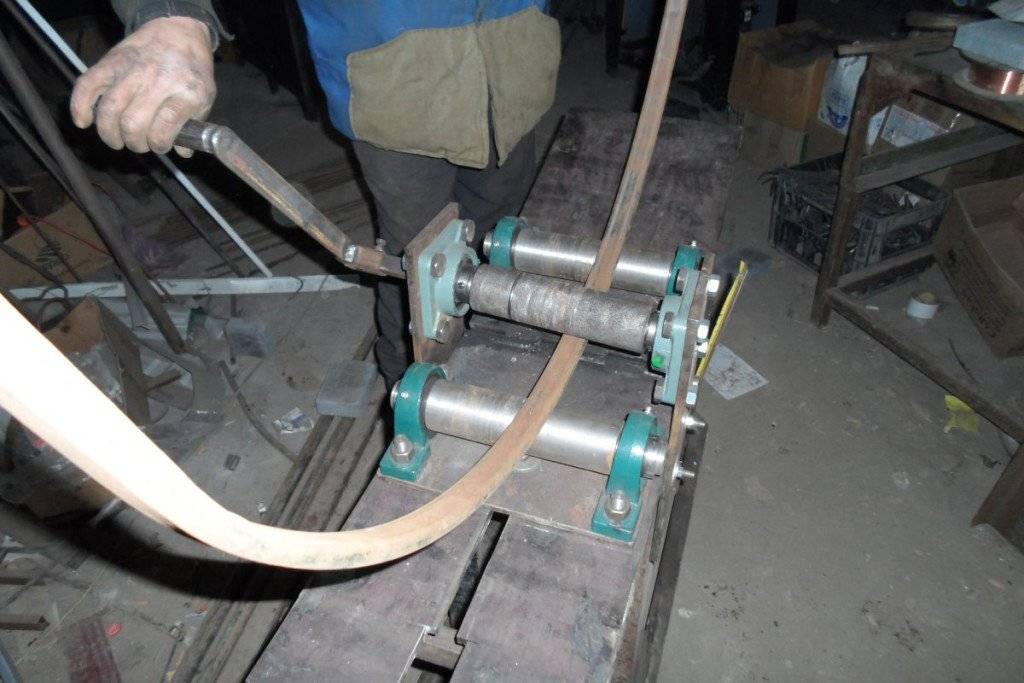
Сделали станок для прокатывания дуг из профиля
В этом видео канала Bogd@n о гибочном станке для прокатывания дуг из профильных труб. Его автор канал сделал давно уже, наверное, года 3 ему, или 4. Он позволяет прокатывать трубу, сгибая ее в дугу или кольцо.
Механизм можно условно разделить на 2 части: это гибочный блок, привод. Последний смонтирован на раме из уголка, двигатель 2.2.Кв 1000 оборотов, редуктор чердачного типа 1 к 40. Двигатель подключается 380 вольт, 2 фазы. Шкив 100 мм, на редукторе 260 мм.
Управляется мотор переключателем – в одну сторону, другую, стоп. Удобно, просто, никаких пускателей. Рама гибочного блока прикручена с другой стороны к редуктору болтами. Она изготовлена из швеллера 14 номера. Валы не цельные – из трубы толстостенной, приварены валы, проточены в станке за одну установку.
Диаметр валов 95 мм, длина рабочей части 200 мм, слева выточены одинаково – только верхний немного обрезан, т.к. при катании маленьких радиусов задевает цель. Нужно его еще немного укоротить. Расстояние между нижними валами 200 мм.
Пока на гибочном станке временно установлены втулки, планируется сделать шкивы под прокладывание круглой трубы, профильной трубы, чтобы можно было скатать под чуть меньший диаметр, вытащить кольцо легче, чем из этой конструкции изнутри вытаскивать. Ограничивающие кольца сделаны из шестнадцатого квадрата.
В местных магазинах удалось найти только квадрат 16 на 16 – большего не было. Он был нагрет, с помощью приспособления сделаны кольца, сварены, проточены на токарном станке.
Далее видео с 4 минуты о станке для гибки труб.
Тут еще одна модель (универсальная).
Прокатка
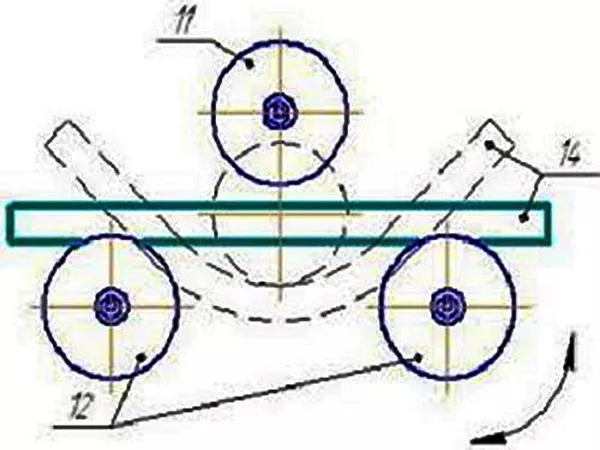
Если рассматривать трубогибы по степени эволюции, то этот тип стоит на вершине. Наверное поэтому его так любят использовать профессионалы. Три вращающихся ролика (иногда добавляют в пару к одному из них четвертый), постепенно изменяемая сила прижима и повторяемая для каждого положения прижимного ролика прокатка — все это обеспечивает максимально щадящий режим для трубы. Стенки растягиваются равномерно, профиль на каждом участке изгиба постоянный.
Принцип действия показан на этой простой схемке.
Примеров воплощения множество. За счет прокатки трубы в определенном сегменте и положения прижимного (среднего) ролика радиус изгиба регулируется.
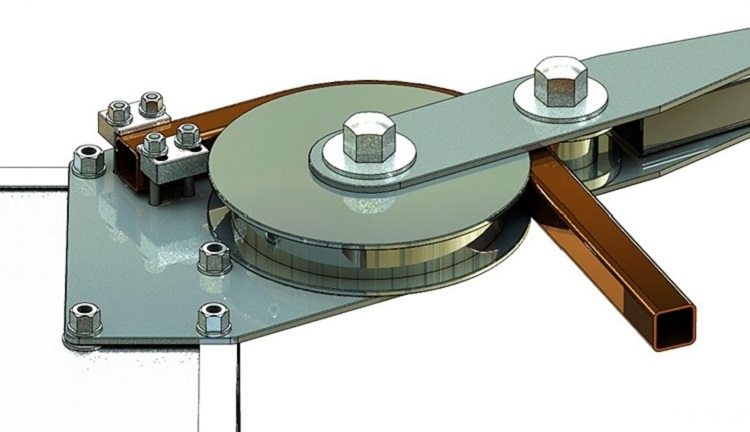
На фото ниже самый простой пример по приводу (ручной), но очень привлекательный по исполнению.
Рамная конструкция из квадратной трубы, к боковым стойкам закреплены на стационарных осях вращающиеся упорные ролики. Внутри рамы установлены спаренные направляющие в виде круглых труб, по которым перемещается прижимной ролик. С другой стороны рамы на оси ролика стоит колесо, за счет которого происходит прокатка трубы. Положение прижимного ролика изменяется при помощи винтовой передачи.
По этой же схеме можно сделать устройство попроще.
Принцип тот же — исполнение легче. Боковые несущие и основание делаются из листа. Перемещение штока винтовое, но для движения оси прижимного ролика не нужны дополнительные направляющие. Конечно, большие трубы на нем не согнешь, но для бытовых целей он подходит. Есть у него небольшое преимущество перед первым вариантом — изменяемое положение опорных роликов, а следовательно, изменение минимального радиуса изгиба.
Подобная схема хороша еще тем, что несущую конструкцию можно сделать из дерева. Металлическими можно оставить оси роликов, ручку для вращения и шток (не говоря о крепеже). Даже ролики можно сделать деревянными или подобрать полимерные.
Это были образцы с протяжкой трубы вращением центрального ролика.
Можно движение задавать опорными роликами.
Проще сделать конструкцию трубогиба с прокруткой одного ролика, но у него возможности меньше.
С вращением одновременно двух роликов, конструкция становится сложнее за счет передачи вращения между ними.
Другой образец использует затягивание прижимного ролика снизу.
Некоторые считают, что так легче контролировать процесс работы — труба «не загораживается» несущей конструкцией. У этой модели даже предусмотрены две пары роликов — для круглой и профильной трубы.