Измерения с помощью цифровых микрометров
Они используются для измерения размеров длины, диаметра или толщины с отображением результата на электронном дисплее. Цифровые микрометры доступны для эксплуатации в большом количестве разных размеров. Обычно имеется от 0 до 25 мм (от 0 до 1 дюйма), от 25 до 50 мм (от 1 до 2 дюймов), от 50 до 75 мм (от 2 до 3 дюймов) и от 75 до 100 мм (от 3 до 4 дюймов) микрометров.
Подготовка измерений:
- Шаг 1: Очистить измерительную поверхность измеряемого предмета чистой тканью.
- Шаг 2: Очистить все измерительные поверхности цифрового внешнего микрометра чистой тканью.
Шаг 3. Полностью закрыть цифровой внешний микрометр.
- Шаг 4: Поверните барабан, чтобы убедиться, что линия 0 полностью выровнена с линией на шкале. Если используется 25−50 мм, от 50 до 75 мм или микрометры с большим диапазоном, необходимо будет применить соответствующий для калибровки перед измерением. Например, необходимо использовать 25 — миллиметровый для калибровки цифрового микрометра с 25 до 50 мм.
- Шаг 5: Включите кнопку ON / OFF цифрового микрометра. Если он читает 0, вы можете начать измерение. Если он не читает 0, отрегулируйте трещотку до тех пор, пока он не будет читать 0.
- Шаг 6: Включите кнопку mm / in цифрового внешнего микрометра, а затем выберите нужную систему единиц по своему усмотрению.
Не нужно прикасаться к измерительной поверхности микрометра и предмета руками, потому что пот на руках вызывает неточность измерения. Вы должны держать их сухими и чистыми все время.
Для того чтобы понимать, как правильно пользоваться микрометром, нужно выполнить:
Шаг 1: Открыть устройство, вращая барабан.
- Шаг 2: Поместите измеряемый элемент в цифровой микрометр. Убедитесь, что устройство перпендикулярно измеряемым поверхностям.
- Шаг 3: Поверните стопор трещотки, пока винт не будет контактировать с предметом измерения. Не зажимайте прибор плотно на заготовку. Используйте только достаточное давление до остановки трещотки, чтобы изделие могло просто поместиться между пяткой и винтом. Вообще говоря, можно вращать храповой механизм трещотки на три круга после того, когда винт прикоснётся к предмету измерения.
- Шаг 4: Зафиксируйте зажим на цифровом внешнем микрометре, чтобы убедиться, что цифры больше не могут измениться.
Он может обеспечить высокоточное считывание с помощью ЖК — дисплея. Таким образом, вы можете получить показания непосредственно с большого ЖК — дисплея.
Можно также получить показания, читая метки на шкалах измерителя. Обычно пользуются в основном данными с большого ЖК — дисплея цифрового микрометра, потому что оно является более точным. Инструкции по техническому обслуживанию цифрового прибора:
- Не забудьте выключить его после завершения измерения, чтобы продлить срок службы и предотвратить ремонт.
- Никогда не применяйте давление на любой части устройства, опасаясь повредить цепь.
- Очистите измерительную поверхность прибора сухой и чистой тканью, надо разобрать батарею и положить её в сухом месте, если прибор долгое время простаивает.
Типы микрометров
На данный момент существует множество типов микрометров. Исходя из их характеристик и механизма, выделяют следующие типы:
Гладкий микрометр используется для измерения внешних размеров.
- Гладкий микрометр. Наиболее распространенный тип, широко применяется в машиностроении, при производстве полиэтилена и на фармацевтических предприятиях. Используется для измерения внешних размеров. Состоит из микропары головок для зажима измеряемой детали, скобы, стебля. Может иметь круговую шкалу или цифровым экраном. Погрешности прибора регламентируются по ГОСТ 32166-06 (для разных типов деталей, разная погрешность).
- Проволочный микрометр. В отличие от других типов, такие микрометры имеют компактные размеры и предназначены для измерений диаметров проволоки (при производстве кабелей) и шариков (например, подшипника).
- Резьбомерный микрометр. Предназначен для контроля параметров нарезки резьбы. Отличается от остальных типов наличием на измеряющей микропаре острия, для более точного определения размеров резьбы.
- Листовой микрометр. Используется для измерения толщины ленточных материалов и листов. Микропарой являются плоские неподвижные диски, не имеющие люфта. Поверхности дисков отливаются из твердых сплавов. Погрешности и технология изготовления регламентируются по ГОСТ 6507-90.
- Призматический микрометр. Такими приборами измеряются лезвия инструментов и другие особо тонкие детали. Накладки на «губы» такого прибора делаются из твердых особо твердых сплавов. Нормативный документ на прибор — ТУ 2-034-770-83.
- Трубный микрометр. Используется для измерений толщины стенок трубы. Эти размеры необходимо контролировать в авиационно-космической отрасли, нефтегазовой отрасли и в точном машиностроении.
- Зубомерный микрометр. Используется для измерений длин общей нормали у колес зубчатых. Технология изготовления такого прибора регламентируется по ГОСТ 6507-90.
- Канавочный микрометр. Предназначен для измерения ширины канавки (например, в схемотехнике) и расстояний между ними.
- Рычажный микрометр. Наиболее точный прибор, имеет несколько шкал, показания которых суммируются для получения окончательного результата. Конструктивная особенность — три точки опоры для детали, которые имеют заостренные концы. Может применятся для измерения труб, зубчатых колес ит.д.
- Часового типа. Предназначены для проведения измерений в труднодоступных местах. Микрометры часового типа имеют круглый циферблат со шкалой и стрелкой, а также длинную «ногу» — щуп. Их обычно статически закрепляют на поверхности, а под них подносят деталь.
https://youtube.com/watch?v=bJ5_H1Ah2wA
Здесь перечислены практически все виды микрометров. Иногда еще выделяют универсальные микрометры, но они пригодны для использования только в качестве учебных приборов или для бытовых нужд из-за высокой погрешности. После ознакомления с типами приборов, стоит перейти к описанию процесса измерений.
Инструкция по пользованию
Процедура измерения заключается во вращении барабана до момента соприкосновения плоского окончания микрометрического винта и пятки с габаритными окончаниями измеряемого предмета. Поскольку в работе с приборами с цифровой индикацией измерений проблемы возникают редко, рассматривать следует порядок действий на примере микрометра классической конструкции.
Проверка показаний
Рекомендуется выполнять не только в процессе приобретения прибора, но и постоянно перед выполнением измерений. Процедура проверки начинается с вращения барабана до момента смыкания пятки и плоского окончания микрометрического винта. Прибор работает исправно, если торец барабана останавливается на нулевой отметке шкалы стебля, а продольный штрих указывает на отметку «0» на барабане.
В случае невыполнения одного из условий необходимо произвести регулировку микрометра. Алгоритм выполнения самостоятельной регулировки выглядит следующим образом:
- Посредством стопорного устройства производится фиксация микрометрического винта. Измерительные плоскости при этом находятся в соединенном положении, или между ними зажимается концевая мера.
- При помощи специального ключа, входящего в комплект микрометра, выполняется разъединение микрометрического винта и барабана.
- Продольный штрих, нанесенный на стебле, совмещается с нулевой отметкой барабана.
- Прибор собирается в обратном порядке, после чего проверяется повторно.
Фиксация детали
Для проведения измерений деталь должна быть надежно зафиксирована измерительными поверхностями инструмента. Во избежание поломки микрометра и в целях получения максимально точных результатов необходимо придерживаться некоторых простых рекомендаций:
- Плотно прижав измеряемый предмет к пятке, не прилагая усилий, подвести плоскость винта микрометрического к краю предмета.
- Дальнейшее сближение измерительной поверхности винта с габаритом измеряемого предмета производить исключительно посредством трещотки.
- Серия щелчков сигнализирует о соприкосновении измерительных поверхностей с габаритами измеряемого элемента, и показания шкал микрометра соответствуют его размерам.
Снятие показаний
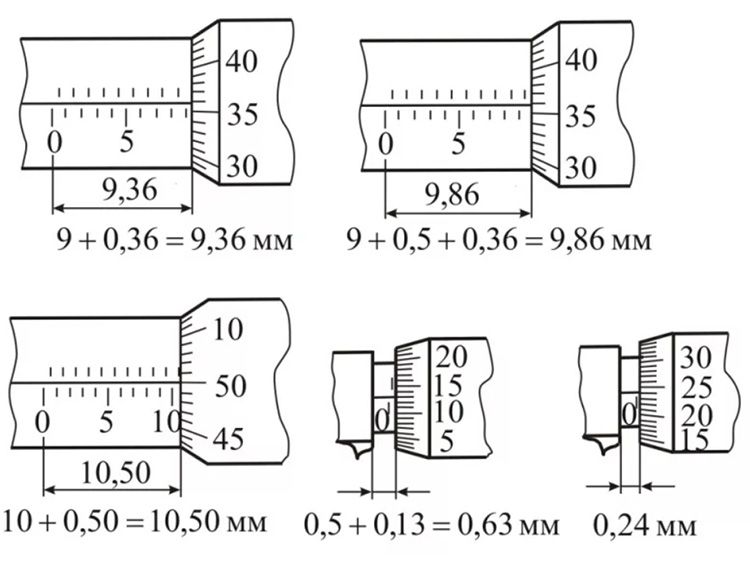
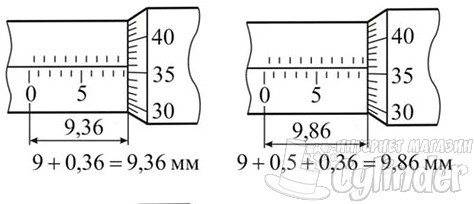
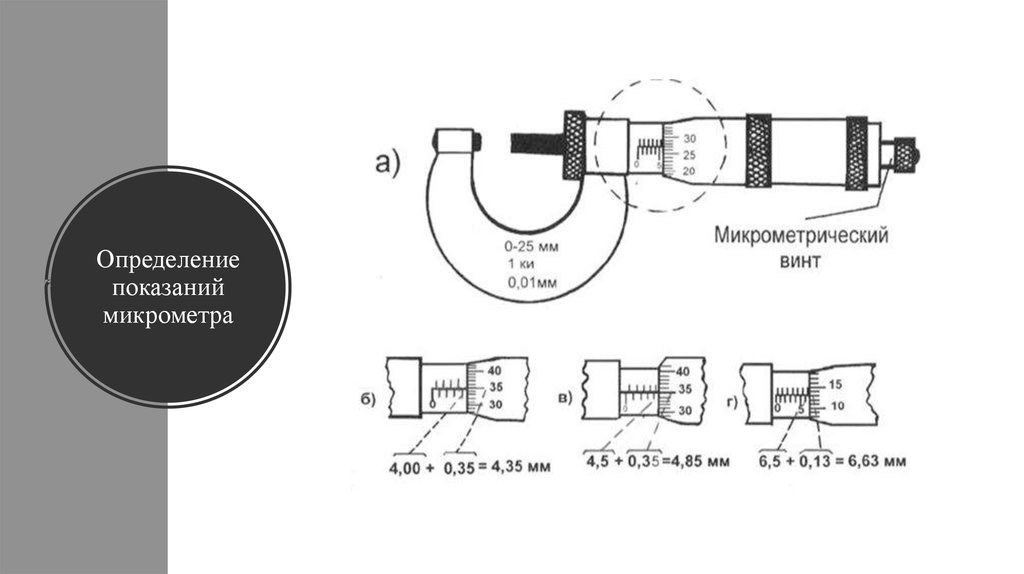
Снятие показаний начинается с наиболее крупного разряда, постепенно переходя к более мелким. В первую очередь фиксируется показания шкалы, расположенной на стебле. В качестве примера рассматривается модель «МК25−1», цена деления шкалы стебля которого — 0,5 миллиметра
Чрезвычайно важно понимать, что искомый показатель определяется предшествующим открытым делением
Чтение показаний по шкале Нониуса
https://i.imgur.com/vIkI0fZ.png Наконечник микрометра с показаниями 0, 276 дюйма. На рисунке выше манометр расположен так, что он находится между 2 и 3 делениями, поэтому 2 x 0. 100 = 0. 200, еще три деления дают 3 x 0. 025 = 0. 075. Наконец, деление 1 на шкале находится ближе всего к самой большой линии, поэтому 1 x 0.001 = 0.001 дюйма. 0.200 + 0.075 + 0.001, поэтому 0.276.
Чтение внешнего микрометра с точностью до 0,0001 (с использованием дополнительной шкалы Верньера).
Многие приборы включают верньерную шкалу в дополнение к обычным шкалам. Это позволяет проводить измерения с точностью 0,001 миллиметра в метрических микрометрах или 0,0001 дюйма в дюймовых микрометрах. Дополнительное число получается, если найти линию, которая лучше всего совпадает с линией на барабане. Номер этой строки соответствия представляет собой дополнительную цифру.
Горизонтальная шкала делится на шаги по 0,025 (25 мм). Каждая 4-я строка, начиная с нулевой, имеет последовательную нумерацию. Эти числа равны 0. 100 (4 x. 025 = 0. 100), что считается 100-тысячной линией. Пределы вертикальной шкалы составляют 0,001 (1 мм). Каждая пятая строка пронумерована. Деление вертикальной шкалы составляет 0,0001 (одна десятая миллиметра). Микрометрический дисплей 1,1551 дюйма. Сумма всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Она равна 1. 1551 дюйма или может быть прочитана как одна тысяча пятьсот пятьдесят одна десятая часть одной тысячи дюймов. Другой пример в дюймах с размером микрометра от 0 до 1 дюйма: 0, 300 + 0, 075 + 0, 075 + 0, 006 + 0, 0001 = 0, 3811.
Выставляем ноль на микрометре или как правильно калибровать
Как пользоваться микрометром, знают далеко не многие, и еще меньше людей знает о том, что перед началом работ надо выставить прибор на ноль. Что это значит, когда и как надо это делать, выясним дальше.
На ноль прибор надо выставлять тогда, когда при калибровании выявляется, что прибор показывает неточные данные. Установка на ноль — это и есть калибрование инструмента, и выполняется этот процесс очень легко. Для этого необходимо взять в руки прибор, и проверить совпадение нолевой риски на подвижном барабане с центральной отметкой на стебле. Чтобы выполнить проверку, для этого лапки необходимо свести друг с другом до момента срабатывания трещотки. После этого делаем следующие действия:
- Проверяем совпадение. Если ноль не совпадает с отметкой на неподвижной шкале, тогда приступаем к регулировочным манипуляциям
- Для этого понадобится воспользоваться специальным шестигранным ключом или выполнить работы вручную, что зависит от модификации
- Сначала сводим губки друг с другом
- При помощи переключателя фиксируем их в неподвижном состоянии губку
- Ослабляется крепление трещотки, а затем перемещается барабан до совпадения ноля со шкалой на стебле
- Закрутить трещотку, удерживая в таком положении барабан
На этом выставление ноля на микрометре считается завершенным. Ниже на видео показан принцип калибрования микрометра при помощи шестигранного ключа. Принцип практически идентичный, только ключом надо выкрутить крепление барабана, чтобы иметь возможность его совмещения ноля с осевой линией.
https://youtube.com/watch?v=cxWpAh28jM0%3F
Основные технические характеристики микрометров
При выборе прибора нужно обращать внимание не только на тип назначения, но и на ряд важных параметров:
- диапазон измерений. Это важнейший параметр прибора. Из-за конструктивных особенностей для каждого небольшого диапазона измерений используется отдельный инструмент. Максимальное значение этого показателя — 3000 мм, минимальное — 0 мм;
- класс точности. Он прямо влияет на предел возможной погрешности. Выделяют инструменты первого и второго класса;
- масса и габариты. Для ручных инструментов эти параметры влияют на мобильность и удобство эксплуатации;
допуск плоскостности и параллельности измеряемых поверхностей, измерительное усилие, допускаемое отклонение от изгиба скобы при предельном измерительном усилии и т. д.
Цена прибора зависит от его назначения и исполнения, комплектации, наличия поверки, класса точности и диапазона измерений.
Как пользоваться стуслом
Для получения прямого или угла 45º без разметки, удобно использовать приспособление, которое называется стусло. С помощью стусла удобно пилить в размер под углом наличники для дверей, багет, и многое другое. Распил получается с требуемым углом автоматически.


Достаточно отмерять длину, вложить полоску материала между вертикальными стенками стусла и удерживая рукой выполнить распил. Для получения качественного торца доски следует использовать пилу с мелкими зубцами. Хорошо подходит ножовка по металлу. Удается распиливать даже лакированные доски без сколов лака.
Угол 45 при пилении с использования стусла, получается также легко, как и прямой. Благодаря высоким направляющим стенок стусла можно распиливать доски разной толщины.
Стусло можно купить готовое, но его не сложно сделать самостоятельно из подручного материала. Достаточно взять три доски из дерева или фанеры подходящего размера, и к боковым торцам одной из них саморезами прикрутить две другие. Сделать направляющие пропилы под требуемыми углами и приспособление стусло готово.
Как измерять микрометром: инструкция пользования типовыми, рычажными, электронными моделями
Все зависит от варианта фиксации показателей. В случае со стандартными аналоговыми инструментами необходимо сложить все полученные параметры со стебля и барабанов. Естественно, такие результаты максимально неточные, так как определяются «на глаз», а погрешности при этом могут быть значительными.
Гораздо меньше проблем с цифровыми и лазерными приборами, ведь они считывают габариты автоматически и на дисплее показывают конечные значения. Здесь уже не ошибешься и при отсутствии опыта. Хотя гораздо чаще они применяются именно профессионалами, занятыми в НИИ и лабораториях, так как стоят сравнительно дорого для бытовой покупки.
https://youtube.com/watch?v=ypPNNlR-JJQ
Микрометрические инструменты. Микрометр.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru Оглавление книги Предыдущая Следующая
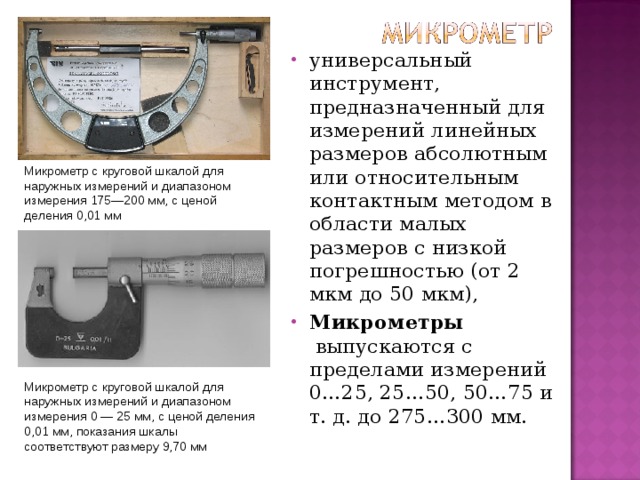
Для точного измерения наружных и внутренних диаметров, толщин и глубин применяются микрометрические инструменты. К ним относятся: микрометры различных конструкций и назначения, микрометрические нутромеры и микрометрические глубиномеры. Все типы микрометрических инструментов работают по принципу использования взаимного перемещения винта и гайки. Наибольшее распространение имеют микрометры. Они выпускаются следующих типов: микрометры гладкие обыкновенные, микрометры с плоскими вставками, микрометры рычажные, микрометры резьбовые. Все микрометрические инструменты имеют точность отсчета 0,01 мм.
Микрометры гладкие предназначены для измерения наружных размеров и длин гладких деталей. Согласно стандарту микрометры выпускаются со следующими пределами измерений: 0—25, 25—50, 50—75, 75—100 и далее через 25 мм до 275—300 мм, а затем 300—400, 400—500 и 500—600 мм.
У всех микрометров максимальное перемещение микрометрического винта составляет 25 мм, что способствует сохранению необходимой точности. При более длинных винтах точность была бы ниже вследствие накопления ошибок при изготовлении винта. У трех последних типов микрометров с разницей в пределах измерения в 100 мм ход винта также равен 25 мм, а увеличение пределов измерений достигается за счет применения сменных пяток.
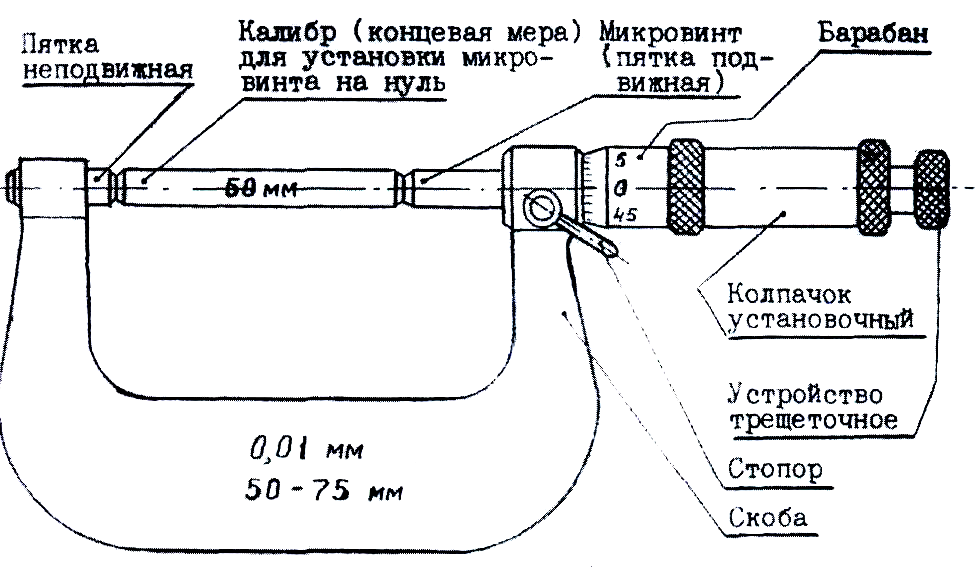
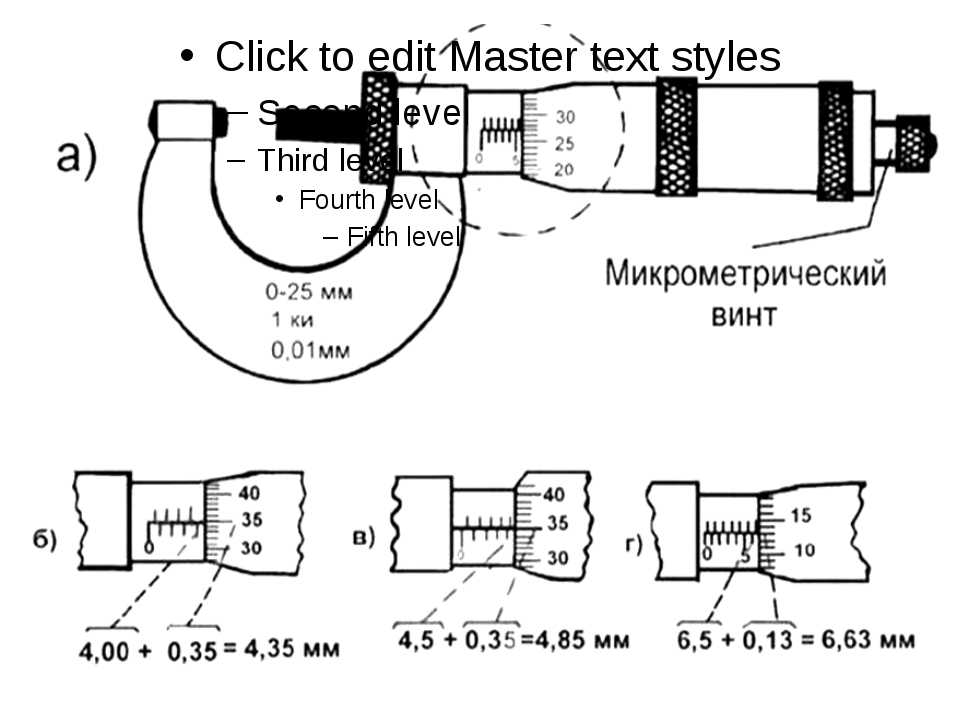
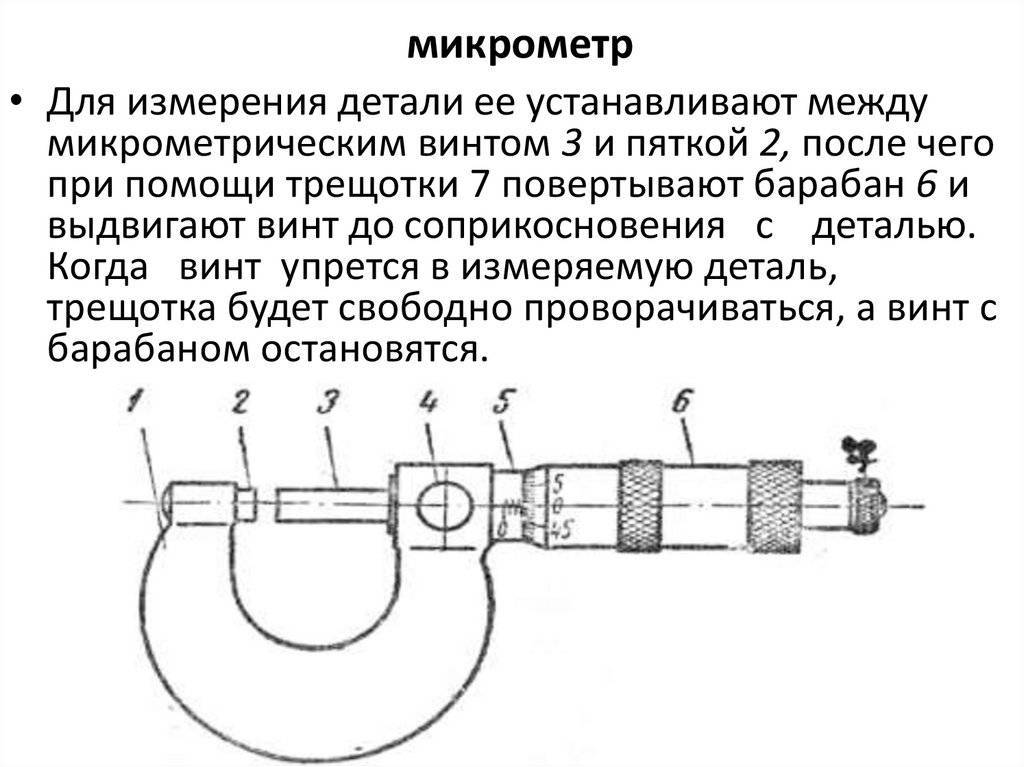
Рис. 18. Микрометр
Микрометр (рис. 18) состоит из скобы 1, в которую запрессованы с одной стороны неподвижная пятка 2, с другой — стебель 5. Стебель имеет внутри нарезку, в которую ввинчивается микрометрический винт 3. Винт неподвижно скреплен с барабаном 6, к торцу которого привернут корпус трещотки 7. При вращении трещотки вращается барабан и микрометрический винт. Трещотка служит для обеспечения постоянной величины зажатия измеряемых деталей и, следовательно, точности измерения. Закрепление винта в определенном положении производится стопором 4.
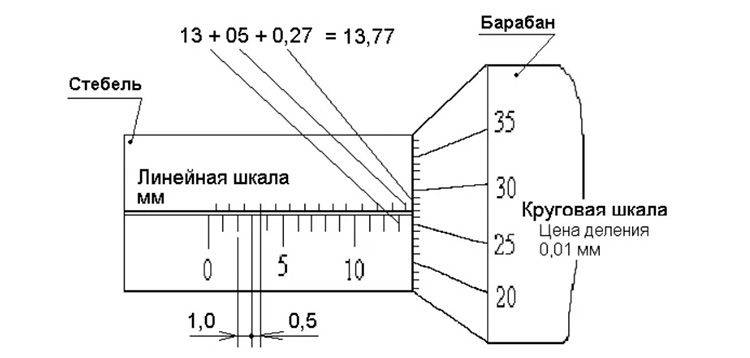
На стебле вдоль его оси нанесена черта, по обе стороны которой расположена шкала, где с одной стороны указаны целые миллиметры, с Другой стороны — полумиллиметры. На конической части барабана нанесена круговая шкала, имеющая 50 делений. Шаг микрометрического винта равен 0,5 мм, т. е. за один оборот винт перемещается на 0,5 мм, а при повороте на одно деление барабана продольное перемещен ние составит 0,5 : 50 = 0,01 мм. Отсчет размеров производится по шкале на стебле (целые миллиметры и полумиллиметры) и пошкале на барабане (сотые доли миллиметра). Считаются те деления на стебле, которые находятся слева от скошенного края барабана, и то деление на барабане, которое совпадает с продольной чертой на стебле.
Перед проведением замеров проверяют нулевые положения микрометра. Для этого при помощи трещотки перемещают микрометрический винт до соприкосновения его с неподвижной пяткой при пределах измерения 0—25 мм или с установочной мерой при других пределах измерения. Размер установочной меры должен быть равен нижнему пределу измерения микрометра. При этом у исправного микрометра должны совпадать нулевой штрих барабана с продольной чертой стебля, а кромка барабана — с нулевым штрихом шкалы стебля.
Микрометрический нутромер (штихмасс) применяется для измерений внутренних размеров отверстий, пазов, скоб. Он выпускается с пределами измерений 50—75, 75—175, 75—600, 150— 1250, 860—2500, 1520—4000 мм. Увеличение предела измерений производится за счет применения удлинителей. Микрометрический нутромер состоит из микрометрической головки с измерительными наконечниками и комплекта удлинителей. Нутромер отличается от микрометра отсутствием скобы и трещотки, а также некоторыми конструктивными особенностями. Микрометрический глубиномер используется для точного измерения глубины отверстий, пазов, канавок, выточек. Он выпускается с пределами измерений 0—25, 0—50, 0—100 мм. Точность отсчета 0,01 мм. Максимальный ход микрометрического винта 25 мм. Расширение пределов измерений достигается применением сменных стержней.
Перейти вверх к навигации
Микрометр гладкий
В быту чаще всего приходится сталкиваться именно с микрометром гладким. Он наиболее универсален и чаще других встречается в домашних наборах инструментов. Кроме того, умея пользоваться этим инструментом, каждый с легкостью сможет воспользоваться и прибором другого типа.
Устройство
Все механизмы расположены на скобе. На ней жестко закреплена пятка, она служит неподвижным упором в процессе выполнения измерений. На противоположном конце скобы жестко закреплен стебель, он выполнен в виде полого цилиндра.
На стебле нанесена шкала, цена ее деления обычно составляет 0,5 мм. Внутри стебля располагается винтовая пара. Гладкая часть микрометрического винта выходит из стебля в измерительную зону и оканчивается плоской измерительной поверхностью.
Противоположная часть микрометрического винта жестко соединена с барабаном. На барабане нанесена шкала, позволяющая отсчитывать сотые или тысячные доли миллиметра. На практике мы чаще сталкиваемся с микрометрами, имеющими цену деления 0,01 мм.
На внешнем торце барабана размещена трещотка. Она ограничивает крутящий момент, прикладываемый рукой человека при вращении винта. Это позволяет избежать неверных показаний прибора при упругой деформации элементов винтовой пары. Кроме того, трещотка не даст повредить механизм микрометра приложением чрезмерных усилий.
Как мы видим, устройство микрометра довольно простое.
Класс точности
Вопреки распространенному заблуждению, класс точности микрометра определяет не цену деления, а допускаемую погрешность. Например, для МК25 первого класса предел погрешности составляет ±2 мкм (±0,002 мм), а второго класса — уже ±4 мкм (±0,004 мм).
Маркировка
ГОСТ 6507–90 определяет условные обозначения микрометров. Например, уже упомянутый гладкий микрометр с диапазоном измерения от 0 до 25 мм первого класса имеет обозначение «Микрометр МК25−1 ГОСТ 6507–90 ».
ГОСТ — документ, требующий неукоснительного соблюдения. В литературе могут встречаться обозначения этого же микрометра, написанные через пробел (микрометр МК 25) или через дефис (МК-25). Однако единственно верным является слитное написание (МК25).
Микрометр с цифровой индикацией
Имеющиеся в продаже микрометры с цифровой индикацией обладают рядом преимуществ:
- Наличие электронной начинки в составе прибора и цифровой индикации существенно упрощает процесс измерения и сокращает время, затрачиваемое на считывание показаний.
- Явным преимуществом производимых согласно ГОСТ 6507–90 цифровых приборов является цена деления 0,001 мм, а также небольшой предел допускаемой погрешности.
- Современные цифровые модели позволяют проводить не только абсолютные, но и относительные измерения. В любом положении из диапазона измерений можно выставить нулевое значение. Такая функция полезна при техническом контроле, разбраковке деталей, сложных измерениях.
- Контроль и разбраковку деталей можно проводить еще быстрее, если занести в память прибора пределы допуска. Продвинутые модели обладают такой функцией.
- Приборы последних лет имеют разъем, позволяющий выводить статистику измерений на компьютер. Эта функция полезна как для анализа серии измерений, так и для составления различных отчетов.
- Цифровые инструменты универсальны для жителей любой страны мира, поскольку позволяют использовать метрическую или английскую систему измерений.
Есть у цифровых приборов и свои недостатки. Главный из них — меньшая надежность. Любая цифровая техника требует бережного отношения. Классический механический микрометр при случайном падении на пол с большой долей вероятности не пострадает, хотя и для него это плохо. А вот цифровой при таком обращении может отказаться продолжать работу, что потребует ремонта или даже покупки нового прибора.
Читать также: Вход телефонной линии rj 11
Также следует помнить, что дешевый цифровой прибор неизвестного производителя может выдавать существенные ошибки в результатах. И ошибки эти могут быть гораздо более критичными, чем ошибки, выдаваемые дешевой механической моделью. Разумеется, речь здесь идет о приборах, фактически не соответствующих ГОСТу. Хотя даже изготовленные по ГОСТу цифровые модели порой демонстрируют загадочное поведение или отказываются работать спустя месяц после начала эксплуатации.
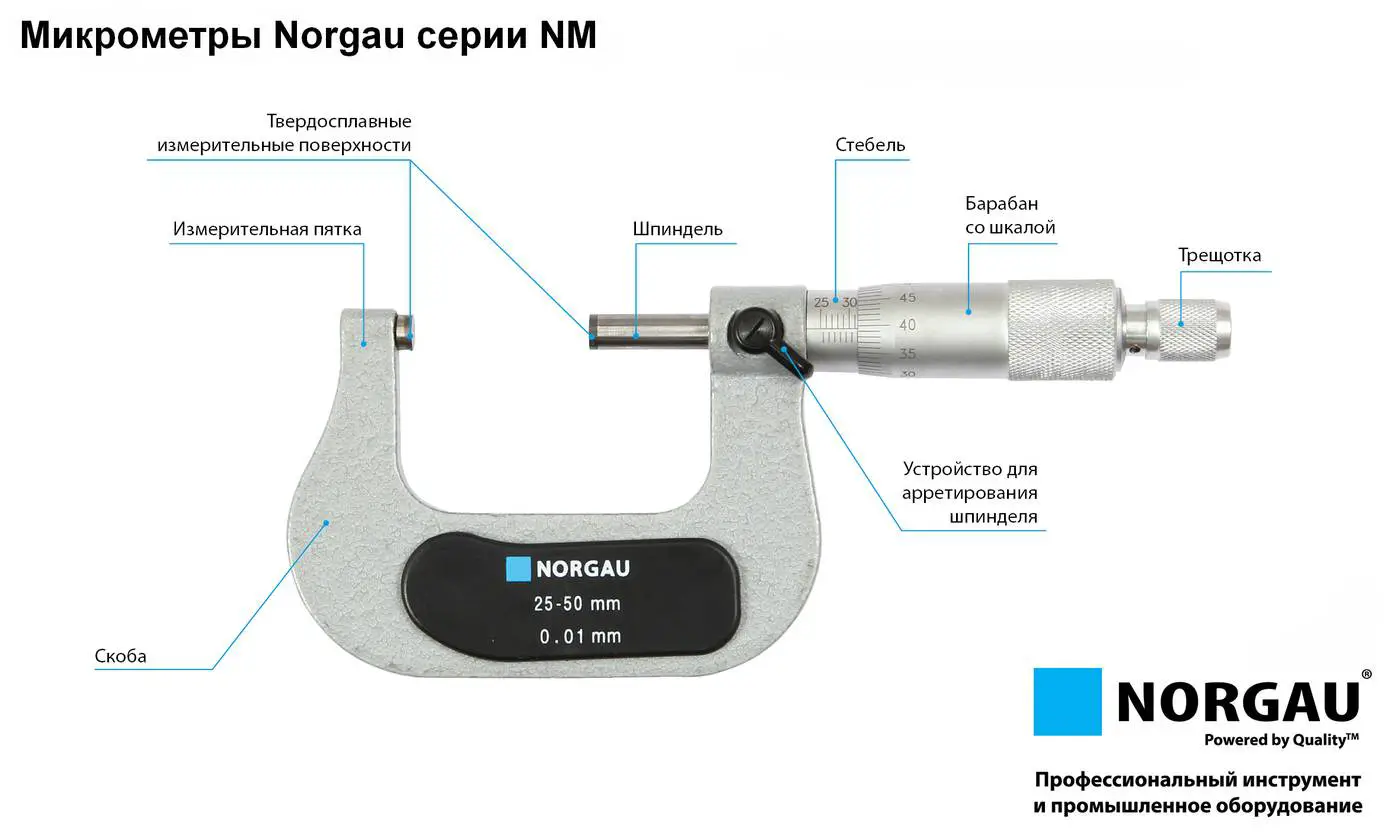
Устройство микрометра
Рассмотрим приборы, относящиеся к стандартному типу МК которые из-за наличия у них плоских измерительных поверхностей именуют гладкими.

Составные части микрометра
Они предназначены для наружных измерений с точностью до одной сотой миллиметра. Основными деталями и узлами, гладкого микрометра, являются неразъемно соединенные между собой:
- микрометрическая головка
- скоба
Микрометрическая головка
Это механическое отсчетное устройство с разрешением, как правило, в одну сотую миллиметра.

Микрометрическая головка
Механизм состоит из стебля, на лицевой части которого нанесены две линейные шкалы, разделенные контрольной риской.

Стебель с нанесенной на нем шкалой и контрольной риской
Обе шкалы миллиметровые, по шкале отмеченной числами, отсчитываются целые миллиметры. Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.


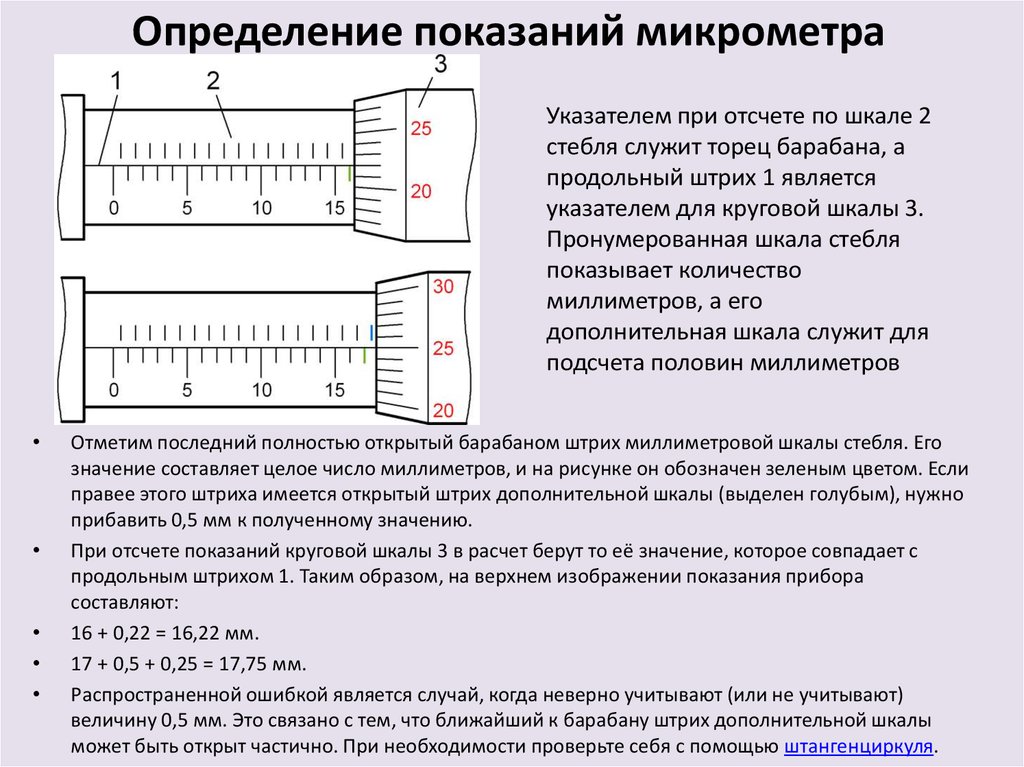
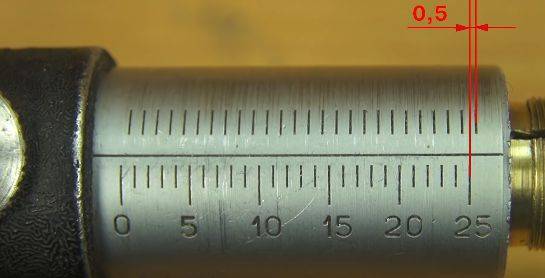
Шкала без чисел для подсчета половин миллиметра
По ней определяют наличие или отсутствие в размере, половин миллиметра. С одной стороны в стебель вмонтирована микрометрическая гайка.

Микрометрическая гайка
Разрезы и навинчиваемые на её наружную резьбу регулировочная гайка предназначены для устранения люфта в соединении с микрометрическим винтом.

Регулировочная гайка
Отверстие в стебле является направляющим для вращательного и поступательного движения цилиндрической части микрометрического винта.

Отверстие в стебле
Винт имеет высокоточную резьбу с полумиллиметровым шагом.

Микрометрический винт со шпинделем
Цилиндрическая часть винта, условно назовем ее шпинделем, движется по направляющему отверстию в стебле. Торец шпинделя это одна из измерительных поверхностей инструмента.

Измерительные плоскости
На другом конце винта через соединительные детали крепится барабан с круговой шкалой.

Барабан с круговой шкалой
У приборов небольших габаритов круговые шкалы обычно поделены на 50 частей.
Поворот круговой шкалы относительно контрольной риски на одно деление, соответствует перемещению шпинделя на одну сотую миллиметра. Получается, цена деления шкалы барабана 0,01 мм.
Вращение барабана при измерениях и настройке должно выполняться только за колесо привода фрикциона или трещотки.

Трещетка и фрикцион
Трещоткой называют храповой механизм, который также как и фрикцион срабатывает при крутящем моменте превышающем расчётно-допустимый. На микрометре типа МК устанавливаются головки с одинаковым измерительным диапазоном 25 мм.
Скоба микрометра
Стебель соединён скобой, а с противоположной ее стороны расположена пятка. У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.

Скоба и пятка микрометра
Торцы пятки и шпиндельной части винта это измерительные поверхности или плоскости с высокой взаимной параллельностью. Винт и пятка соосные.
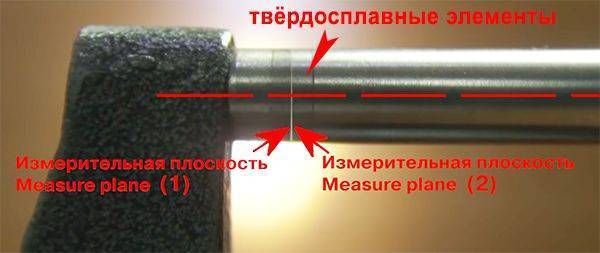
Твердосплав на торцах пятки и шпиндельной части винта
Для противодействия износа на оконечности пятки шпинделя обычно наплавляют твёрдосплавные элементы.
Рычажный микрометр и его конструкция
Рычажные модели еще называют стрелочным микрометром или часовым устройством. Исходя из названия, становится понятно, что прибор имеет стрелочную шкалу, по которой и выполняется снятие замеров. Стрелочная шкала повышает точность измерений, так как таким устройством можно определить не только сотые значения, но и тысячные. По дополнительной стрелочной шкале определяются тысячные доли миллиметров. Целое значение размера детали в миллиметрах определяется по стеблю прибора, а по шкале барабана вычисляются сотые доли миллиметров.


Главный недостаток рычажных моделей в том, что они очень хрупкие, поэтому достаточно его один раз уронить, чтобы из строя вышел стрелочный механизм. Именно за счет своей хрупкости, такие модели не получили широкой популярности. По сравнению с аналоговыми моделями, стоят рычажные микрометры в 2 раза выше, что связано со сложностью стрелочного механизма. Если говорить о точности, то стрелочным микрометром можно определить размер детали с высокой точностью до тысячных долей миллиметров.
Это интересно! На стрелочных микрометрах часовой механизм предназначен не только для определения тысячных долей миллиметров, но и для выявления усилия зажима измеряемой детали.
Использование микрометра
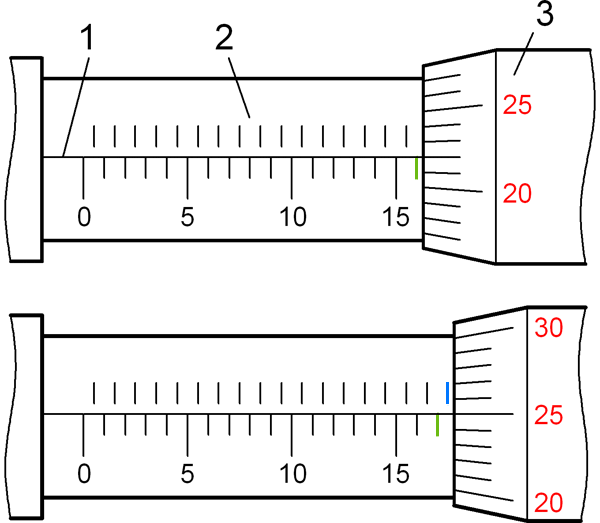
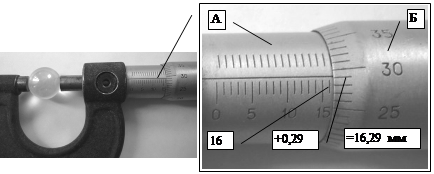
У микрометра 2 шкалы — 1 находится на стебле, а другая на барабане.
Применять инструмент предельно просто, здесь не нужна подробная инструкция, главное, один раз увидеть, как пользоваться микрометром, и все сразу станет предельно ясно. Для того чтобы научиться правильно пользоваться микрометром, рассмотрим процесс измерения сначала теоретически, а затем на конкретных примерах.
В процессе эксплуатации шкала периодически сбивается. Поэтому перед каждым использованием микрометра желательно производить калибровку прибора. Для этого нужно полностью закрутить винт и посмотреть совпадает ли нулевая отметка на барабане с горизонтальной риской на стебле. Если данные метки не совпадают, то следует подкрутить стебель, используя специальный ключ, который входит в комплект.
Перед началом процесса измерения следует выкрутить винт до размеров чуть больше измеряемой детали путем вращения барабана. Затем поместить данную деталь между винтом и неподвижным упором, зажать его при помощи трещотки до характерного звука ее срабатывания и затянуть кольцевую гайку.
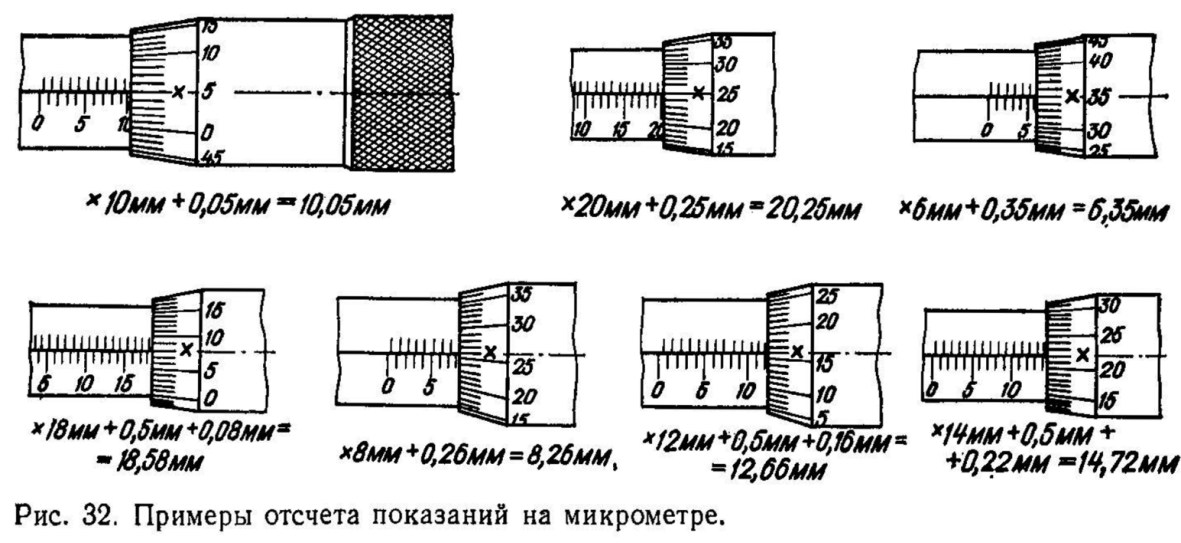
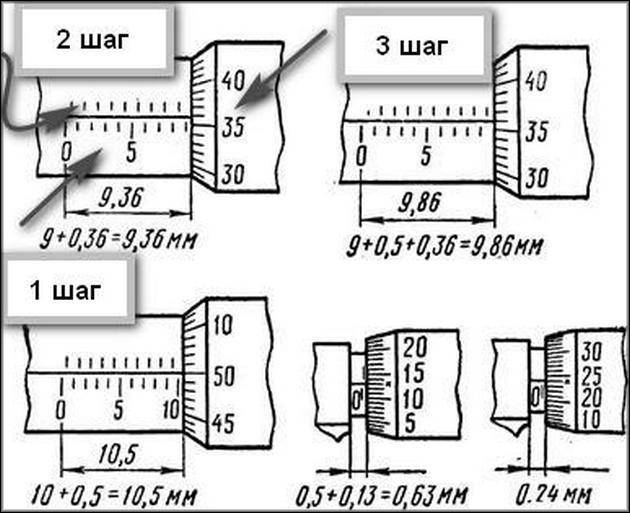
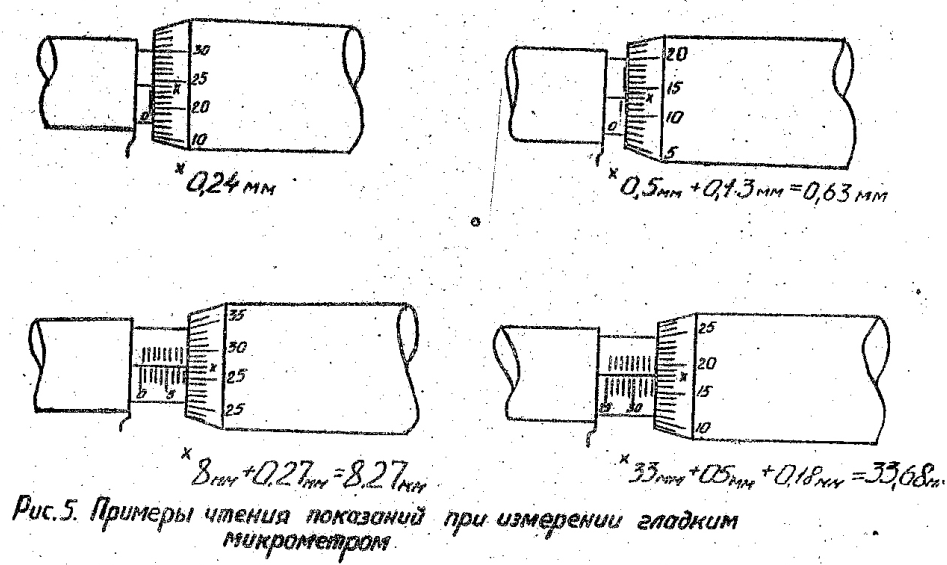
Для определения размера нужно сложить показания 3 шкал (2 шт. на стебле и одна на барабане). По верхней части шкалы стебля определяем количество полных мм. При этом если на нижней половине последняя видимая риска находится правее, то к полученному значению прибавляем еще 0,5 (вот зачем предусмотрено смещение нижней половины шкалы относительно верхней). Далее прибавляем значение со шкалы барабана, цена деления которой составляет 0,01 мм.
Настройка прибора на ноль
Когда микрометр перед измерением уже показывает минимальное значение, т. е. горизонтальная линия не совпадает с «0» на барабане, его необходимо отрегулировать. Для этого в каждом микрометре используется специальный зажим. Чтобы сделать настройку, закрутите его в сторону винта и вставьте отвёртку в отверстие зажима. Это не потребует больших усилий, чтобы повернуть зажим, который закрепит винт, и он тогда никогда не будет двигаться сам по себе. Более крупные устройства поставляются с эталоном для проверки правильности калибровки. При проверке обязательно нужно держать его между пяткой и винтом, слегка править и вращать барабан пальцами, аккуратно поворачивая его, когда он зажимается.
Со временем измерительные поверхности могут изнашиваться, что увеличивает расстояние между двумя измерительными частями, поэтому нужна регулировка:
- Поместить чистый лист бумаги между винтом микрометра и пяткой.
- Закрутить барабан на конце до тех пор, пока он не будет слегка зажимать бумагу.
- Медленно вытащить бумагу, чтобы очистить внутренние поверхности пятки и винта.
- Затянуть барабан немного, чтобы полностью закрыть прибор.
- Убедиться, что поверхность винта находится в контакте с пяткой.
- Сравнить индексную линию на шкале с нулевой линией. Если две линии не совпадают, отрегулируйте прибор.