ArtemTerti4niy › Блог › Торсионная подвеска
Торсион представляет собой металлический упругий элемент, работающий на скручивание. Как правило, это металлический стержень круглого сечения со шлицевым соединением на концах. Торсион может состоять из набора пластин, стержней, балки определенного сечения. Конструктивно торсион одним концом крепиться к кузову или раме автомобиля, а другим – к направляющему элементу – рычагу. При перемещении колес торсион закручивается, чем достигается упругая связь между колесом и кузовом.
Особенностью торсионов является вращение только в одну сторону – в направлении скручивания. Другой особенностью является то, что торсион может использоваться для регулировки высоты кузова.
Торсионы применяются в различных видах независимых подвесок: на двойных поперечных рычагах, на продольных рычагах, со связанными продольными рычагами (торсионной балке).
В торсионной подвеске на двойных поперечных рычагах торсионы располагаются параллельно кузову, благодаря чему их длину, а соответственно упругие свойства можно регулировать в широком пределе. Один конец торсиона крепиться к нижнему поперечному рычагу (реже к верхнему рычагу), другой конец – к раме автомобиля. Данная конструкция торсионной подвески используется в качестве передней подвески легковых автомобилей повышенной проходимости – некоторых моделей американских и японских внедорожников.
В торсионной подвеске на продольных рычагах торсионы соединены с продольными рычагами и, соответственно, расположены поперек кузова. Данная конструкция торсионной подвески применяется в качестве задней подвески некоторых моделей легковых автомобилей малого класса.
Особое место в конструкциях торсионных подвесок занимает т.н. торсионная балка или подвеска со связанными продольными рычагами. Направляющим устройством данной подвески являются два продольных рычага, жестко соединенных между собой балкой. Продольные рычаги с одной стороны крепятся к кузову, с другой – к ступицам колес. Балка имеет U-образное сечение, поэтому обладает большой жесткостью на изгиб и малой на кручение. Это свойство позволяет колесам двигаться вверх-вниз независимо друг от друга.
Торсионная балка в настоящее время широко применяется в качестве задней подвески переднеприводных автомобилей малого и среднего класса. Благодаря своей конструкции подвеска с торсионной балкой занимает промежуточное положение между зависимым и независимым типом подвесок, поэтому другое ее название полунезависимая подвеска.
Источник
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:

Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».

Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом.для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.

Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.

Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».

Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.

Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».

Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Техника безопасности
Для выполнения изгибов и любых других операций с металлическими изделиями лучше подготовить отдельное помещение. Гараж или мастерская подойдет, так как помимо самих конструкций для работы придется использовать, например, паяльную лампу или газовуюаргоновую горелку, ударные или режущие инструменты.
Место проведения работ должно быть вентилируемым и незахламленным
Иначе искры при распиле или неосторожное обращение с источником тепла при нагревании металла могут привести к возгоранию и задымлению
Также мастера рекомендуют позаботиться о спецодежде. Фартук и маска предохранят от мелких осколков и пыли, а рукавицы защитят от температурных воздействий и возможных порезов. Если же предстоит пользоваться болгаркой, обязательным элементом будут специальные очки.
https://youtube.com/watch?v=rAFDPuCJf7c
Основы применения устройства
Примитивный кондуктор для ковки (см. рис. 1) представляет собой конструкцию, состоящую из трех деталей:
- Направляющей матрицы, которая своим контуром должна соответствовать будущему кованому элементу.
- Опорного зацепа, за который фиксируется прутковая заготовка.
- Рычага, при помощи которого выполняется гибка прутка по контуру.
- Плиты, на которой расположены обе детали и которая, при необходимости, может прикрепляться к основанию, например, верстака.
Наибольшая сложность заключается в изготовлении самого кондуктора для ковки. Кондуктор, представленный на рис. 1, лишь отдаленно напоминает контур спирали и пригоден лишь в производстве сравнительно крупных кузнечных конструкций (например, защитных решеток), для которых важна не конфигурация элемента, а его совместимость с общей компоновкой изделия.

Рисунок 1 — Общий вид кондуктора для холодной ковки одинарной спирали
Ценность рисунка в том, что с его помощью можно рассмотреть все имеющиеся дефекты и отыскать способы их эффективного устранения. В частности, контур спирали, которую удастся отковать при помощи представленного кондуктора для ковки, окажется весьма приблизительным. Исправить же погрешности будет нелегко. Поэтому главной проблемой остается метод получения максимально точного контура.
Решений может быть два. Первое, более простое, заключается в том, чтобы разбить образующую спирали на ряд элементарных отрезков, доступных для изготовления своими руками. При этом возможные складки на контактной поверхности кондуктора будут компенсироваться толщиной полосы или диаметром прутка. Для этого потребуется выполнение двух условий:
- Минимальный радиус гибки не должен быть меньше 0,2s (где s — толщина стальной полосы или диаметр прутка);
- В процессе холодной ковки заготовка должна постоянно прижиматься к рабочей поверхности кондуктора.
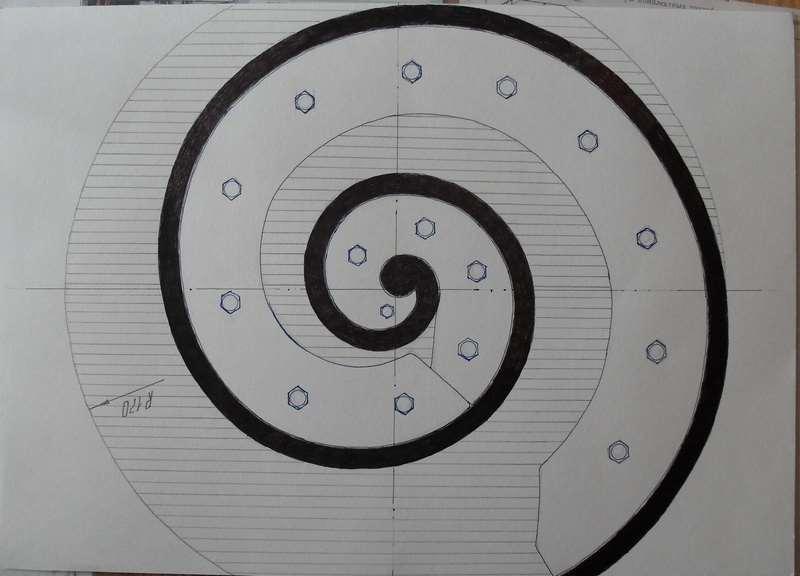
Рисунок 2 — Пример разбиения контура спирали на элементарные участки
Поскольку второе условие непременно приведет к усложнению конструкции кондуктора, то особого повышения качества готовой спирали ожидать не приходится. Тем не менее, точность все равно будет выше. Объединенные чертежи спиральной основы кондуктора с отдельными участками показаны на рис. 2.
Следует отметить, что слесарная ручная доводка такого контура достаточно трудоемка, а исполнителю следует располагать шаблоном идеальной спирали, который еще как-то надо изготовить. Как сделать спираль иначе?
Таким образом, традиционный способ конструирования кондуктора приемлем только для габаритных изделий.
Изделия и элементы
Каждый отдельно взятый элемент холодной ковки изготавливается на индивидуальном, специально приспособленном для этого станке или оснастке. Спирали и завитки – на станках «Улитка», разнообразные дуги – на станках «Гнутик», «Объемник», трубогибах и т.п. Лишь собранные дизайнером в один единый комплекс в готовом изделии, они представляют художественное произведение.
Прозрачный забор, холодная ковка. Фото Интеграл
Так получаются оригинальные заборы, оконные решетки, беседки, предметы домашнего интерьера и много других предметов, украшенные элементами из арсенала холодной ковки. Фото различных предметов собраны в отдельной статье, иллюстрации демонстрируют разнообразие производимых по методу холодной ковки изделий.
Готовые изделия и элементы можно подобрать на свой выбор и приобрести на сайтах производителей и продавцов, которые собраны в соответствующих разделах.
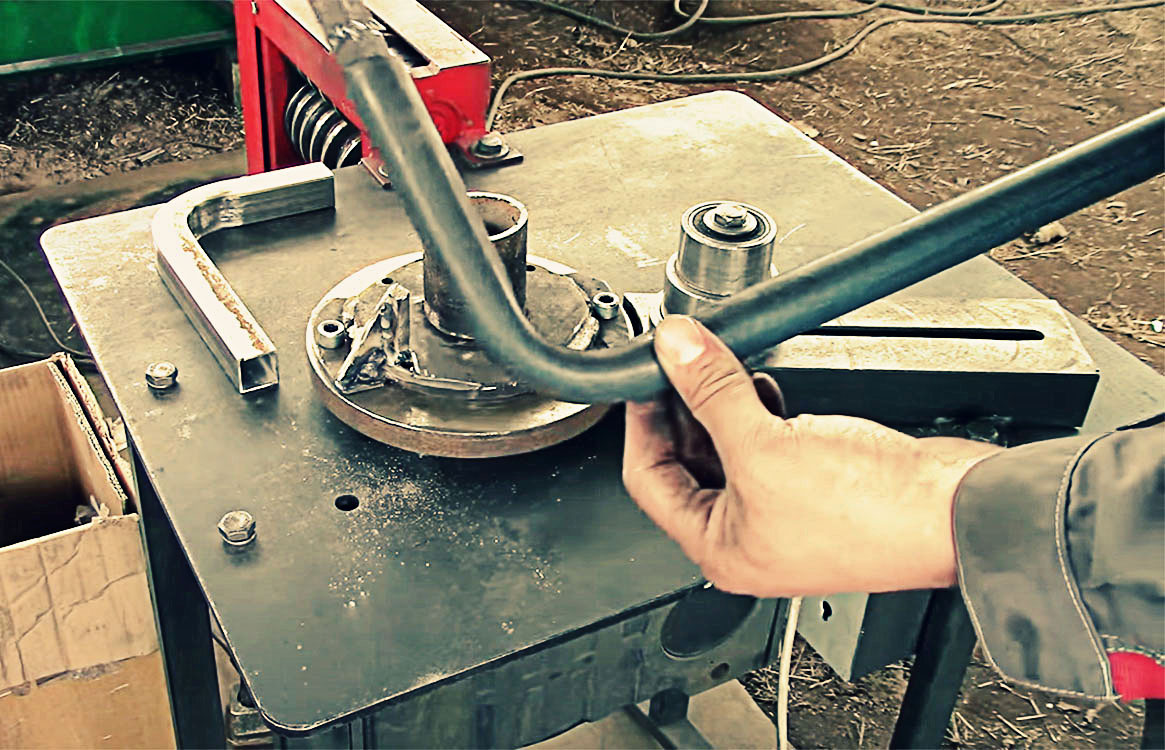
Как согнуть профтрубу с помощью трубогиба
Смысл работы подобных устройств заключается в растяжке холодным методом. В процессе данной процедуры центр трубы смещается в сторону полученного изгиба, что исключает риск появления трещин и других повреждений на поверхности профтрубы. Трубная конструкция сохраняет прочность и другие немаловажные эксплуатационные показатели.
колесо прижимается сверху к трубев обратном направлении.
Среди усовершенствованных моделей профилегибов можно выделить оборудование с электроприводом. На таком устройстве необходимо только нажимать кнопку, которая приводит профилегиб в действие, и удерживать профтрубу в нужном положении. Электрический профилегиб чаще всего применяют для гибки труб с большим радиусом.








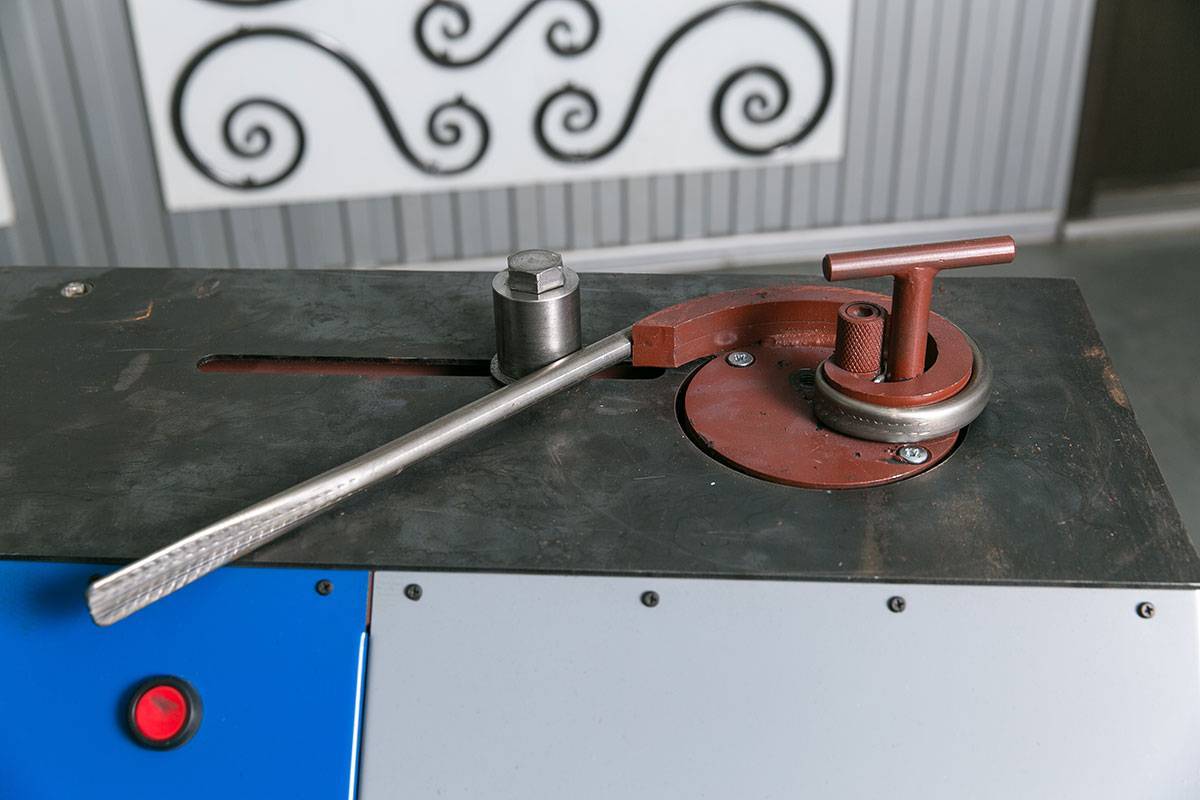
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка

Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел
 Фиксатор для заготовки
Фиксатор для заготовки
 Так выглядит конструкция в целом
Так выглядит конструкция в целом

Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Особенности обслуживания станков для ажурной ковки
Станки производства Ажурсталь отличаются надежностью конструкции и высоким ресурсом. Чтобы агрегат не подвел во время выполнения ответственного заказа, нужно соблюдать регламент его обслуживания.
Ежедневное обслуживание заключается во внешнем осмотре на отсутствие механических повреждений и проверку натяжения приводного ремня, а также надежность закрепления оснастки и исполнительных органов агрегата.
Каждую тысячу часов наработки нужно проверять наличие смазки шестерен и подшипников, и в случае выработки смазки или ее затвердевания — смазать заново. Необходимо также проверять уровень масла в трансмиссии и добавлять его, если уровень ниже отметки. Одновременно следует проверить сохранность электропроводки и всего электрооборудования.
При наличии большого парка оборудования есть возможность заключить соглашении о техническом обслуживании и ремонте силами уполномоченных дилеров Ажурсталь
Торсион или корзинка – делаем сложный декоративный элемент
Станок для изготовления такой детали создать несколько труднее, чем твистер, но вполне по силам даже начинающему. За основу берём такую же базу из швеллера или квадратного профиля, как описанная выше, и делаем всё то же самое, за исключением одной детали. Труба должна быть довольно длинной и проходить сквозь обе станины. На подвижной, сделанной из толстой пластины металла сверлятся 4 отверстия, расположенные квадратом (их лучше снабдить боковыми винтовыми зажимами).
В центре должно располагаться сквозное гнездо для трубы, по которой станина должна скользить. Узел с воротом выглядит иначе, пластина с 4 отверстиями (тоже с винтами) высверливается посередине, после чего насаживается и наваривается на трубу, которая должна вращаться в гнезде станины при помощи 3–4 рукояток.
Устройство может работать и иначе – ворот свободно движется вдоль трубы, а основная станина удерживает прутки. Результат будет тот же. Устанавливаем отверстия, расположенные квадратами так, чтобы они были сосны друг другу. Продеваем сквозь дальнюю пластину прутки и зажимаем их. Затем то же самое делаем в станине ворота, который после фиксации заготовок начинаем медленно вращать. Стержни по мере увеличения количества оборотов будут обвиваться вокруг трубы. Поэтому дальняя станина должна быть на небольшом расстоянии от ворота, около 20 сантиметров. Чем дальше вы её изначально сдвинете, тем больше витков получится, тем сложнее будет корзинка. Но, как правило, редко делается больше двух полных оборотов. Из полученных заготовок собирается и сваривается корзинка.
Что вызывает боль в пояснице и яичках?
Обзор
Время от времени возникают боли в спине. Хотя у некоторых людей он сохраняется, дискомфорт обычно проходит в течение нескольких часов или дней при лечении самопомощью.

В некоторых случаях боль в спине может распространяться на другие части тела. У мужчин это могут быть яички. Область яичка очень чувствительна, и даже самая маленькая травма может вызвать раздражение или дискомфорт. Хотя существует ряд непосредственных причин боли в яичках, боль или травмы в других частях тела также могут вызывать дискомфорт в мужских гениталиях.
Возможные причины болей в пояснице и яичках включают:
Эпидидимит
Эпидидимит — воспаление придатка яичка — спиральной трубки в задней части яичка. Хотя эпидидимит поражает взрослых мужчин всех возрастов, эпидидимит чаще встречается у мужчин в возрасте от 20 до 30 лет. Это состояние часто вызывается бактериальной инфекцией, в том числе распространенными инфекциями, передающимися половым путем. Травма, инфекции мочевыводящих путей и вирусные инфекции также могут вызвать эпидидимит.

Хотя боль и дискомфорт в яичках являются первичными симптомами, к другим симптомам, связанным с этим состоянием, относятся:
лихорадка
озноб
Боль в яичках или мошонке не следует игнорировать. Если у вас диагностирован бактериальный эпидидимит, вам нужно будет принимать антибиотики для его лечения. Ваш врач может также назначить обезболивающие препараты для облегчения дискомфорта. Если ваше состояние ухудшается или в конечном итоге образуется абсцесс, вам может потребоваться операция по его дренированию. В более тяжелых случаях может потребоваться хирургическое удаление придатка яичка.
Инфекции мочевыводящих путей
Инфекции мочевыводящих путей — это инфекции мочевыделительной системы, включая почки, мочеточники, мочевой пузырь и уретру. В то время как женщины подвергаются большему риску развития этого типа инфекции, мужчины также восприимчивы.
Общие симптомы ИМП включают:
- позывы к мочеиспусканию
- жжение при мочеиспускании
- кровь в моче
- тазовую боль
- боль в пояснице
- лихорадку0025 озноб
- тошнота
Антибиотики обычно являются основным курсом лечения инфекций мочевыводящих путей.

Рак яичка
Хотя рак яичка встречается редко — им страдает примерно 1 из 250 мужчин, — это наиболее распространенная форма рака у мужчин в возрасте 15–35 лет. Рак яичка возникает в одном или обоих яичках, расположенных внутри мошонки. Причина этой формы рака в большинстве случаев неясна, но известно, что рак яичек формируется, когда здоровые клетки в яичках становятся измененными и аномальными.
Общие признаки и симптомы рака яичек включают:
Сравнительный анализ станков серий «Blacksmith», «Мастер» и «Ажур»
При анализе, изученных станков, мы исключили оборудование серий «Декор» и «Профи». Связано это с тем, что производители серии «Декор» остановили производство станков, а серия «Профи» не выдержала проверку качеством. Станки данной серии имеют низкий показатель надежности. Конструкция станка склонна к быстрому износу. Самый легкий станок «Профи-2Р» весит всего 80 кг. У станка из настолько тонкого материала «усталость металла» наступает гораздо быстрее, чем у металла, из которого сделаны станки конкурентов. Станки этой серии имеют неудобную в работе конструкцию (для осуществления замятия лапки приходится работать в положении максимального наклона). К тому же машины «Профи» мало отличаются друг от друга по функционалу и не имеют в своей серии аналогов универсальным станкам, представленным в других линейках. Также, они не подходят для производства больших объемов элементов художественной ковки.
Таким образом, в нашем анализе отражены сравнительные характеристики универсальных станков серий «Blacksmith», «Мастер» и «Ажур».
Для более детального рассмотрения и сравнения оборудования, мы отобрали станки из каждой серии и сопоставили каждый из отобранных станков с его аналогами из серий других производителей.
Параметры сравнения | «Ажур-Универсал» | «Мастер-Универсал» | UNV3-02» |
Функционал | Осуществляет изготовление завитков, продольное скручивание, изготовление колец, корзинок, торсионов, окончаний, гибку трубы, обработку граней и нанесение рельефных рисунков на полосу, квадрат, круг и профильную трубу. | Выполняет операции продольного и спирального скручивания, разогрев и расковку заготовок, декоративный прокат различного металлопроката, изготавливает дуги из профильной трубы. | Изготавливает завитки, корзинки, торсионы, кольца, окончание «Лапка». Осуществляет накатку трубы и гибку дуги. |
Размеры заготовок: 1.спиральное скручивание 2.продольное скручивание 3.раскатка конца заготовки 4.изготовление корзинки | 1). проф. труба 10х10,15х15,20х20 , полоса 6х12мм 2). квадрат до 20 мм. полоса до 40х10мм 3). проф. труба 15х15, 20х20мм 4). круг и квадрат 6ммх4, 8ммх4, 10ммх4 | 1). круг, квадрат от 8-20мм¸ проф.труба – 10,15,20,25 2). квадрат 8-20мм, проф.труба 10х10,15х15,20х20 3). квадрат/круг 8-20мм, проф.труба 10х10-40х20мм | 1). труба/квадрат max 20х20х1,5мм, полоса 30х10мм 2). квадрат 16х16мм, полоса 30х10мм 3)квадрат 12х12мм 4) квадрат max 8х8мм Пруток max 8мм |
Частота вращения рабочих валов/скорость вращения оправок | 7,5 об/мин | 9,5 об/мин | 16 об/мин |
Мощность электродвигателя | 3кВт | 2,2 кВт | 2,2 кВт |
Ток питания сети | 380 либо 220 В | 380 либо 220В | 380В |
Габаритные размеры, мм | 1430х800х1120мм | 720х720х1180мм | 1270х670х1550мм |
Масса станка | 695 кг | 300 кг | 482 кг/в упаковке-572 кг |
Стоимость | от 483040 рублей | от 209000 рублей | 547020 рублей |
Преимущества | Станок изготовлен из толстого металла. Имеет надежный редуктор и двигатель. Эксцентрики выполнены из высокопрочной стали – позволяют изготовить огромное количество элементов. Многофункционален. Совмещает в себе функции двух станков «Ажур-1М» ( изготовление завитков, продольное скручивание, изготовление колец, корзинок, торсионов, окончаний, гибку трубы) и «Ажур-2»( обработку граней и нанесение рельефных рисунков на полосу, квадрат, круг и профильную трубу). | Имеет двустороннюю рабочую зону-компоновку. т.е. рабочие валы выходят на обе стороны станка с соответствующей оснасткой станка (валки, ролики, лекала и т.д.), это позволяет свести к минимуму замену оснастки для выполнения той или иной операции. Увеличенная производительность станка дает возможность обрабатывать две заготовки одновременно для скорейшего выполнения ваших заказов. | Оснащен ЧПУ, позволяющим в кротчайшие сроки получить спроектированное на компьютере изделие. Еще одним плюсом является, быстрая смена оснастки не требует наличие высококвалифицированного специалиста. Потребляет меньше электроэнергии (на 25%) и обладает более привлекательной ценой. |
Недостатки | Отсутствует ЧПУ | Отсутствие ЧПУ (все операции выполняются «на глазок»). Медленная скорость смены оснастки ведет к уменьшению производительности труда. | Необходимость дополнительного приобретения горна, навесного блока UNV-LP. Меньше возможностей по количеству операций в сравнении с конкурентами. |



















Показатели таблицы указывают на схожесть функционала станков «Ажур-Универсал», «Мастер-Универсал» и «UNV3-02». Все три станка изготавливают завитки, корзинки, торсионы, кольца, окончание «Лапка». Осуществляют накатку трубы и гибку дуги.«Ажур-Универсал»
Предыдущая | Следующая |
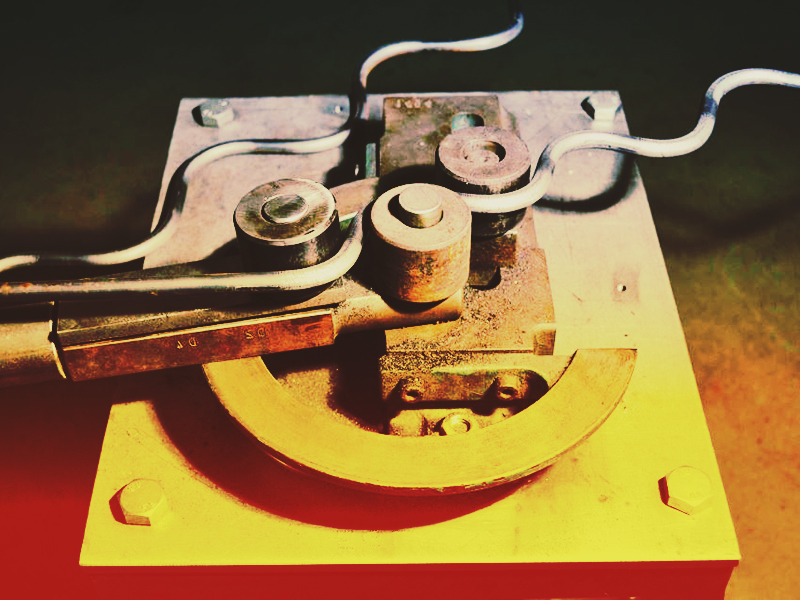
Скручивание профильной трубы в тугую спираль
Для скручивания различных стальных элементов в спираль существует специальный станок, называемый торсионом. Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Для того чтобы спираль получилась ровной, понадобится отрезок тонкой трубки или прутка, который свободно будет помещаться внутри профильной трубы.
 ФОТО: YouTube.comПрофильная труба с рёбрами 20 мм и трубка, которая поможет скрутить торсион
ФОТО: YouTube.comПрофильная труба с рёбрами 20 мм и трубка, которая поможет скрутить торсион
Подготовка профильной трубы к скручиванию
Для того чтобы «зарядить» профильную трубу в торсион, понадобится сделать две заглушки на неё из стального прутка квадратного сечения со сторонами 16 мм. Подобные элементы являются заглушками, которые будут удерживать стальную трубку внутри. В то же время именно они позволят зажать профильную трубу в станке. Сначала ставится первая заглушка.
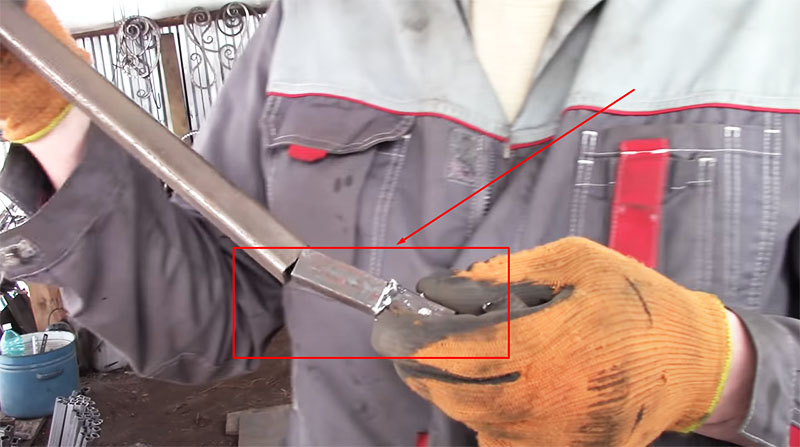 ФОТО: YouTube.comВот так выглядят стальные заглушки из прутка на 16
ФОТО: YouTube.comВот так выглядят стальные заглушки из прутка на 16
Далее в профильную трубу опускается вставыш, после чего устанавливается вторая заглушка. Теперь заготовка может устанавливаться в станок.
 ФОТО: YouTube.comСтальная трубка вставляется внутрь профильной трубы
ФОТО: YouTube.comСтальная трубка вставляется внутрь профильной трубы
Остаётся закрепить заготовку на станке и включить его, если он оборудован силовым агрегатом. Если же нет, то придётся поработать вручную.
 ФОТО: YouTube.comЗаготовка фиксируется при помощи болтов
ФОТО: YouTube.comЗаготовка фиксируется при помощи болтов
Сущность операции и ее возможности
В ходе продольного скручивания пруток подвергается винтообразному переплетению оси, причем многократному. Поскольку напряженное состояние кручения характеризуется преобладанием напряжений сдвига, к которым макроструктура металла особенно критична, то далеко не все заготовки, даже при совершенном, с технической точки зрения, станке, способны выдержать торсировку без трещинообразования.
Горячая торсировка имеет ряд преимуществ: пластичность разогретого металла повышается, сопротивление деформированию, наоборот, понижается. Следовательно, снижаются нагрузки на привод станка. Во многих случаях (скручивание мягких металлов и сплавов, малоуглеродистых сталей и т.п.) можно выполнять операцию усилием самого кузнеца. Таким способом можно успешно деформировать прутки некруглого поперечного сечения, у которых пластический момент сопротивления различен по разным осям.
Вместе с тем горячее деформирование сопровождается образованием окалины, которую на готовых полуфабрикатах удалить довольно сложно. Кроме того, в процессе продольного скручивания возможно залипание отдельных зон заготовки, что препятствует дальнейшей работе над изделием, например, формированию двойной спирали.
С точки зрения возможности получения брака, ручная торсировка безопаснее, поскольку в противном случае можно «перекрутить» заготовку. Станок «Торсион» с электроприводом в таком случае следует оснащать недешевыми шаговыми двигателями, которые в состоянии останавливать вращение заготовки после определенного числа оборотов.
Типичные виды брака при выполнении данной операции представлены на рис. 1.
Рисунок 1: а) — срез прутка из материала с малой пластичностью; б) срез при недостаточном закреплении прутка в зажимах станка; в) срез при перекручивании заготовки; г) срез при неоднородной структуре металла
Таким образом, выбор способа выполнения данной кузнечной операции следует производить с учетом пластичности металла (использовать преимущественно горячекатаный прокат малоуглеродистых сталей), скорости скручивания (с ростом динамики процесса напряжения в материале увеличиваются), а также способа закрепления заготовки.
Подводя итоги
Вообще ‒ холодная ковка довольно увлекательное занятие. Обычно если человек попробовал создать шедевр из металла, и у него получилось, он влюбляется в подобную работу. И это не пустые слова. Ведь это настоящая магия ‒ оживлять холодный кусок металла, превращая арматуру в произведение искусства. К тому же ‒ если заняться холодной ковкой профессионально, отбоя от желающих сделать красивые решётки, заборы или ограду точно не будет. К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.
 Обычная профильная труба превращается в элемент декора для красивого забора
Обычная профильная труба превращается в элемент декора для красивого забора