Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.
Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
Шейвер для зачистки верхнего армированного алюминием слоя
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.
Насадки для сварки
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Рекомендуем! Разделка и подготовка металла перед сварочными работами
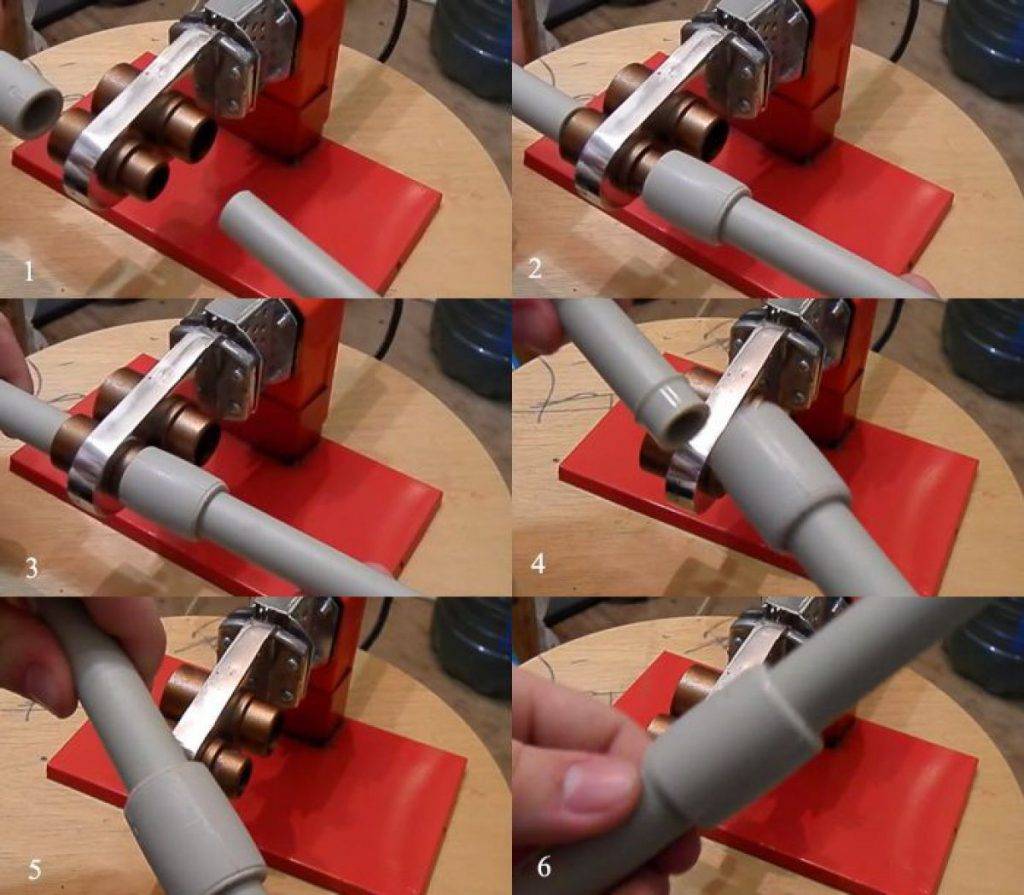
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.
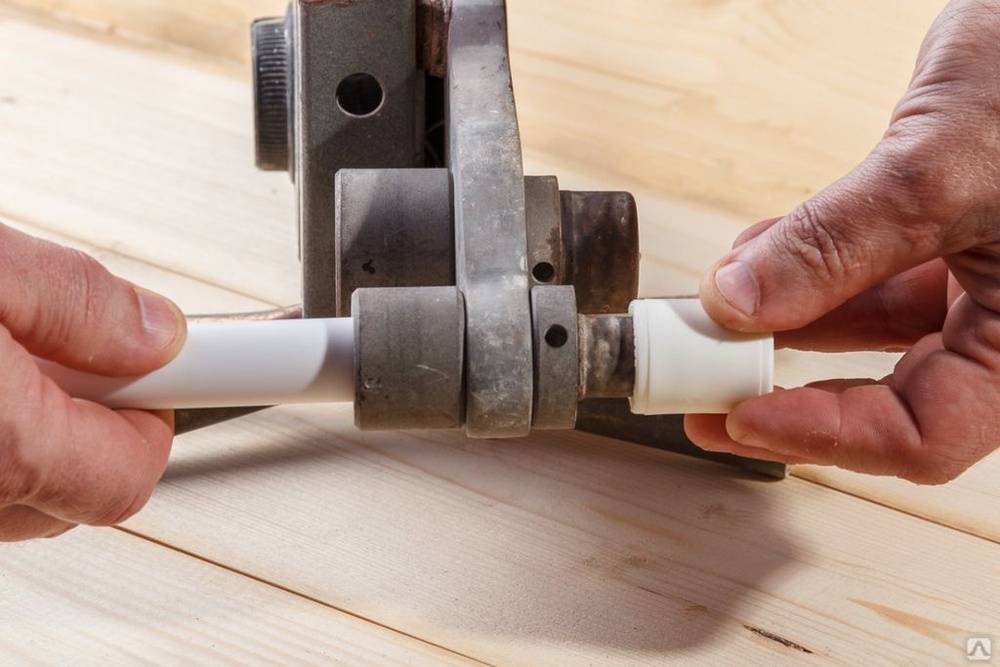
Прогрев деталей
Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик
Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора
То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Сварка
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.
Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
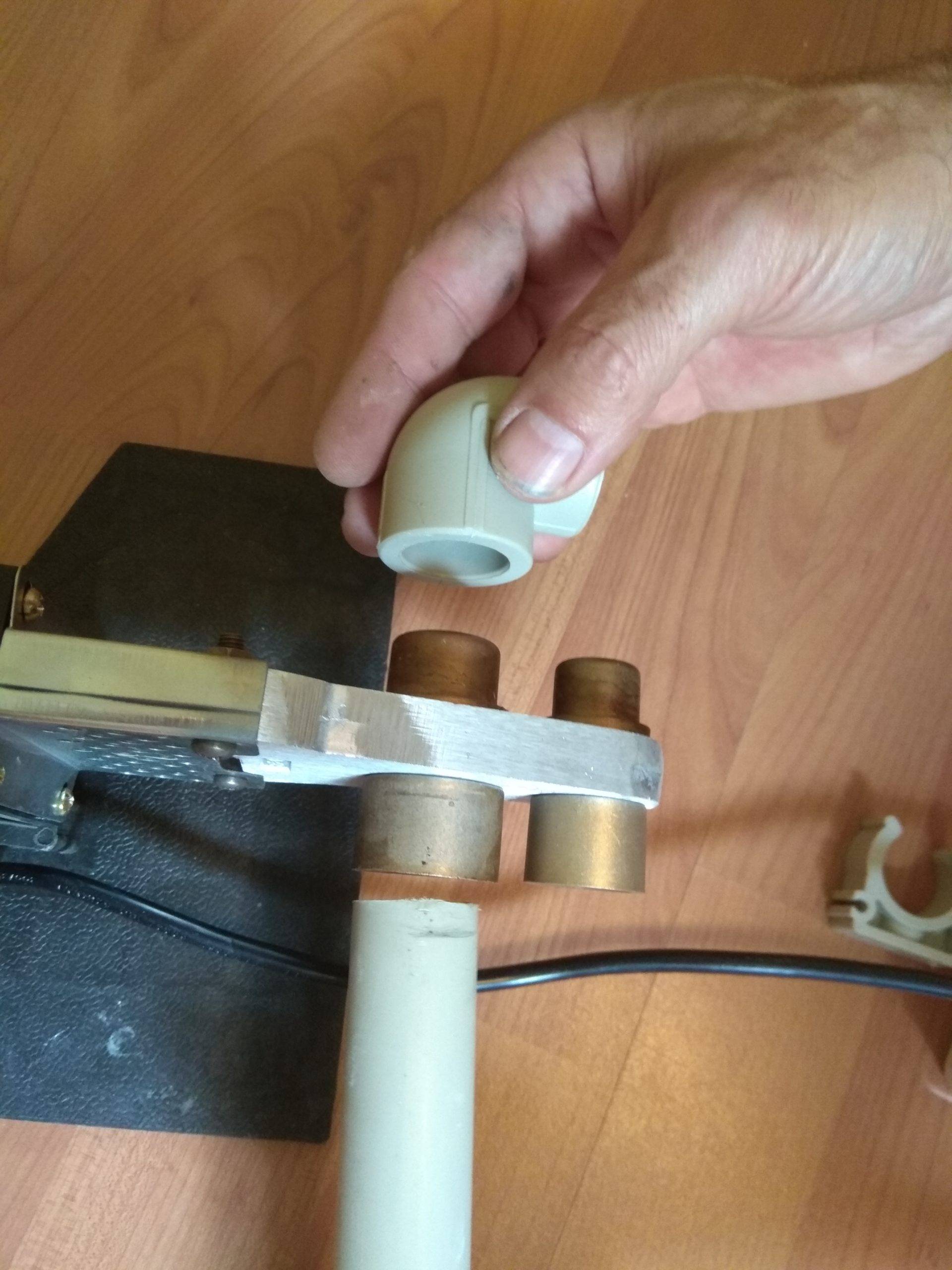
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.
Соединение деталей
При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании. Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
Какие бывают фитинги
Чтобы понять, что можно паять и как спаять различные участки необходимо понять, какие бывают дополнительные соединительные элементы.
- Паечные муфты.
- Углы 45° и 90°. Используются как для разных, так и для одинаковых размеров.
- Тройник или тройной угольник.
- Крестовины.
- Вварное седло.
- Заглушки.
- Пайка для полипропилена.
- Переход, имеющий наружный тип пластмассовой резьбы DG.
- Комбинированные муфты (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные тройники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники для установки различного типа приборов (например, смесителя).
- Шаровые паечные краны, прямые или угловые с американкой.
- Проходная водорозетка.

Необходимые инструменты и материалы для пайки
Когда планируется выполнять ремонт или замену сетей водоснабжения, понадобится аппарат для работы с пластиком.
Дополнительно подготавливают вспомогательные инструменты:
- строительный уровень;
- труборез или ножницы для нарезки;
- набор насадок (вход в комплект сварочного аппарата для полимеров);
- рулетку;
- шейвер, позволяющий удалять армировку коммуникаций;
- фаскосниматель;
- инструмент для удаления заусенец;
- припой;
- флюс.
Паяльник для пайки пластиковых труб.
Элементы наименьшего диаметра в быту соединяют по стыковому методу намного реже. Предпочтение отдают фитингам.
Припой для пайки
Это расходный материал, применяемый для соединения медных участков трубопровода. Он выполнен в виде проволоки, прутьев. Также встречается фольгированный припой. Отличаются материалы этой группы по составу. Они могут производиться на основе олова, цинка, свинца, сурьмы, серебра. От того, какие металлы входят в состав, зависит качество шовного соединения. Кроме того, припой делится на виды с учетом подверженности воздействию высоких температур: легкоплавкие, средне- и тугоплавкие.
Флюсы и фитинги
Фитинги для пластиковых труб под пайку.
Флюс необходим для сварки металлических деталей. Если планируется пользоваться аппаратом для пайки пластиковых элементов, этот материал не используют. Флюс позволяет защитить металлические поверхности в процессе окисления. Еще одним свойством таких материалов является улучшение текучести припоя. Флюс представлен разными вариантами, отличными по составу. Необходимые материалы для работы с медью: хлорид цинка, борная и соляная кислоты.
Фитингами называют соединительные элементы для трубопроводов: тройники, муфты, крестовины и т. д. Их внутренний размер должен быть равен наружному диаметру элементов. Благодаря этому создается надежное соединение. Однако если выполняется сварка ПВХ-трубопровода или других видов полимерных конструкций, то шовное соединение посредством фитингов в данном случае будет неразъемным.
Ножницы для резки
Назначение инструмента – выполнение среза на полимерных изделиях. Если использовать труборез, то кромка коммуникаций будет более аккуратной, заусеницы не появляются. Благодаря этому облегчается дальнейшая работа.
Такой инструмент представлен разными видами, среди которых:
- автоматический;
- резак-гильотина;
- роликовые ножницы;
- труборез с механизмом-трещоткой (подходит для работы с коммуникациями до 75 мм в диаметре).
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.







Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
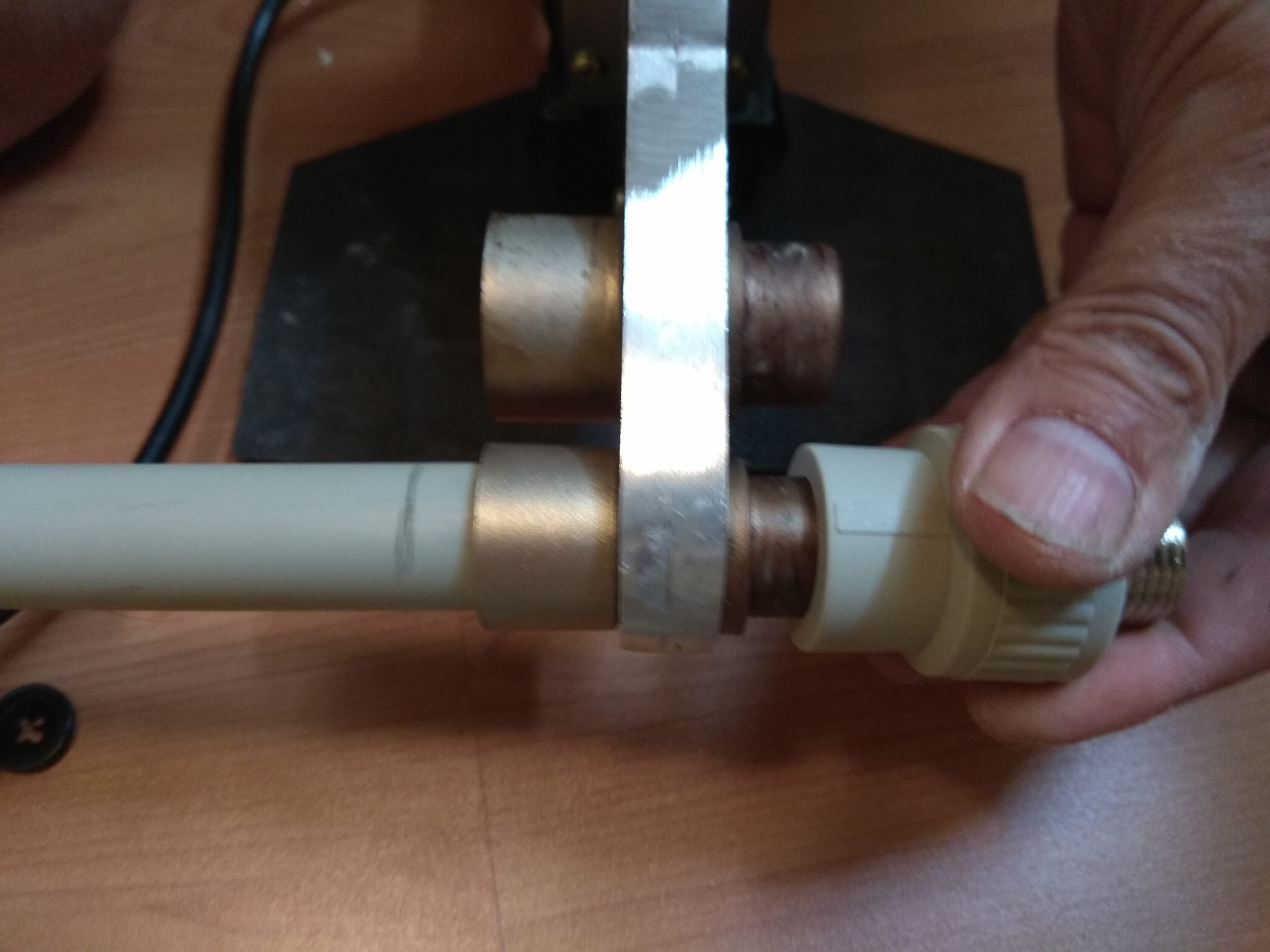
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
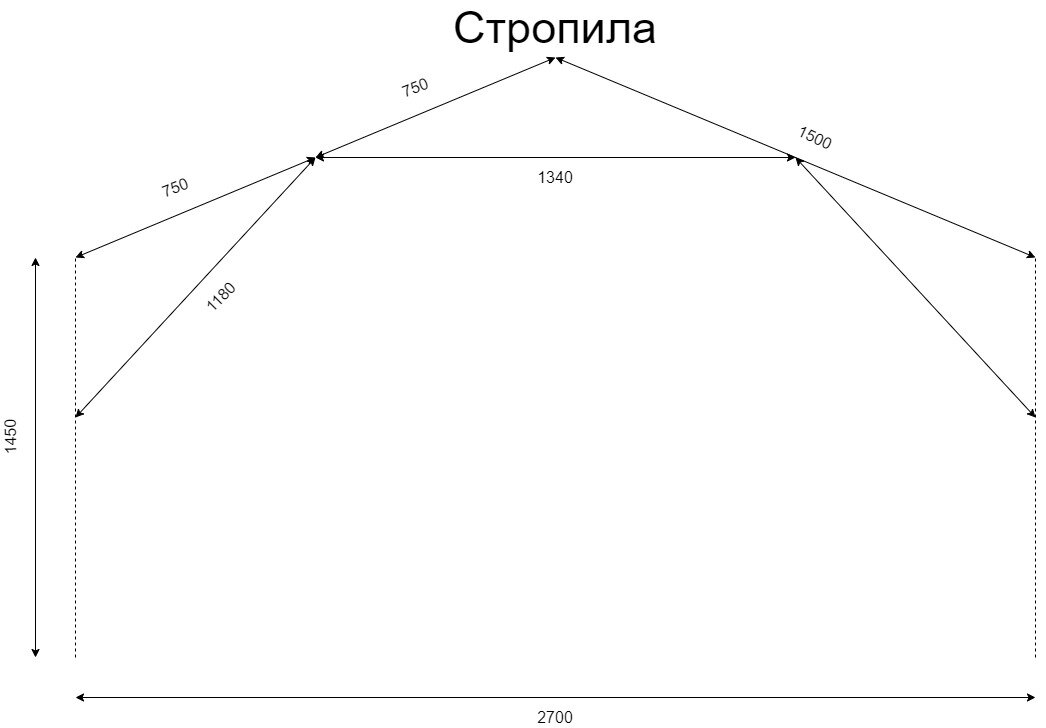
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Технологическое описание процесса пайки
В быту применяются пластиковые трубы диаметром от 16 до 40 мм. Ряд от 50 до 110 мм используется на промышленных объектах.
Изделия выпускаются в нескольких вариантах, различить которые можно по маркировке:
- PN-10 — для систем с давлением не более 10 бар и температурой носителя не выше +45 °С;
- PN-16 — рассчитаны на давление в системах ХВС не более 16 бар и температуру нагрева не выше +65 °С;
- PN-20 — выдерживают 20 бар и +80 °С (что является пределом для полиэтиленовых труб) в системах ГВС и ХВС;
- PN-25 — используются при отоплении и выдерживают 25 бар при +95 °С.
Подготовка инструмента и материала
Перед началом установки приготовьте материалы (трубы, фитинги, муфты, тройники, запорную арматуру) и аппарат для сварки. Для разовых работ выгоднее арендовать паяльную станцию. Также понадобятся рулетка, уровень, маркер любого цвета.
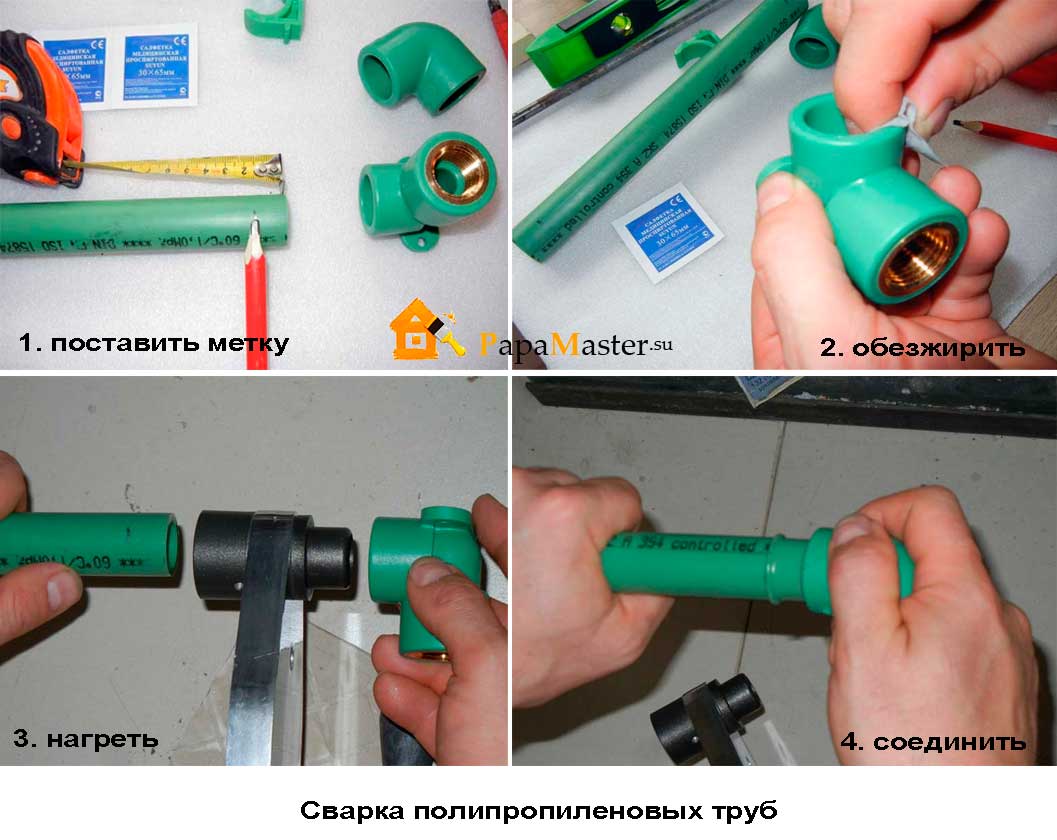
Разметка, нарезка, зачистка
На данном этапе производятся замеры по маршруту укладки, уточняется набор фитингов и осуществляется разметка. Далее специальным резаком, не оставляющим заусенцев, перпендикулярно продольной оси формируются трубы нужной длины. На концах деталей снимается фаска.
Свариваемые части моются, протираются, обезжириваются этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Стоит примерить все детали и перед разборкой пронумеровать их, чтобы избежать ошибок при монтаже и ускорить процесс сборки.
Пайка
Этот этап работ лучше вести с помощником, особенно при соединении длинных отрезков.
Подготовленные детали плотно надеваются на сварочные гильзы, которые к этому моменту должны иметь температуру, указанную в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
Нагретые части снимаются с гильз и соосно вставляются друг в друга вкручивающим движением с нажимом. В таком положении они удерживаются в течение времени, указанного в столбцах «Пайка» и «Охлаждение» таблицы (см. ниже).
Виды фитингов
Разнообразие соединительных деталей позволяет быстро и надежно вести разводку в любых помещениях и на улице.
Выпускаются следующие типы фитингов:
- угловые, с резьбой или без нее, разворачивающие систему на углы 45°, 90° и 135°;
- переходники на 2, 3, 4 направления (гладкие или с внутренней/наружной резьбой);
- обводы — служат для обхода уже проложенных труб;
- компенсаторы в виде петли — предназначены для сглаживания давления в системе, уменьшают ударные нагрузки на стенки труб и места соединений;
- запорная арматура в виде кранов и вентилей — используется для регулировки потока в трубопроводе;
- заглушки — используются при ремонте и для постоянного закрытия ответвлений трубопровода;
- крепежные элементы — позволяют зафиксировать трубы у основания.
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.





![[инструкция] пайка полипропиленовых труб | видео](https://remontgoda.ru/wp-content/uploads/b/d/d/bdd6b7f046973871aa48045e3ed8f442.jpeg)
![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://remontgoda.ru/wp-content/uploads/e/4/9/e495d41e2cf1092e44ea456523f16d9f.jpeg)


Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
Кронштейн для крепления
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.
Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд
Поэтому очень важно заранее отметить положение элементов
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
С чем мы имеем дело
Прежде чем приступить к сварочным работам, давайте разберемся, с чем мы имеем дело: с каким материалом, и в каких местах нам потребуется сварить соединения.
Полипропиленовые трубы (ППР) хорошо известны среди специалистов по монтажу водопровода. Они уже многие десятилетия успешно завоевывают рынок благодаря своим незаменимым качествам:
- полипропилен долговечен (более 50 лет);
- достаточно эластичен;
ударная вязкость обеспечивает стойкость к нагрузкам, особенно при замерзании;
- идеально подходят для водопровода питьевой воды, для оросительных систем и даже отопления;
- экологически чистые;
- устойчивы к воздействию химии;
- позволяет любителю установить водопроток самостоятельно (прост в монтаже), не требуют покраски;
- смягчает, уменьшает вибрации и шумы воды;
- исключает появление известкового налета;
- исключены теплопотери (низкая теплопроводность);
- минимум конденсата на поверхности;
- легкость.
Но не все так радужно, у полипропиленовых труб есть и свои недостатки.
- Они несгибаемы и неразъёмные. В случае необходимости замены, участок просто вырезают и заменяют соединительными муфтами, фитингами.
- Водопроток из полипропилена расширяется при прохождении по нему горячей воды. Поэтому, сооружая отопительную систему, следует предпочесть армированные модели.
- При сварке окисляется. В более дорогих и высококачественных есть антиоксиданты, которые замедляют деградацию стенок. Следует всегда отдавать предпочтение им.
Как правильно паять полипропиленовый трубопрокат — общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали
Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам
Сварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
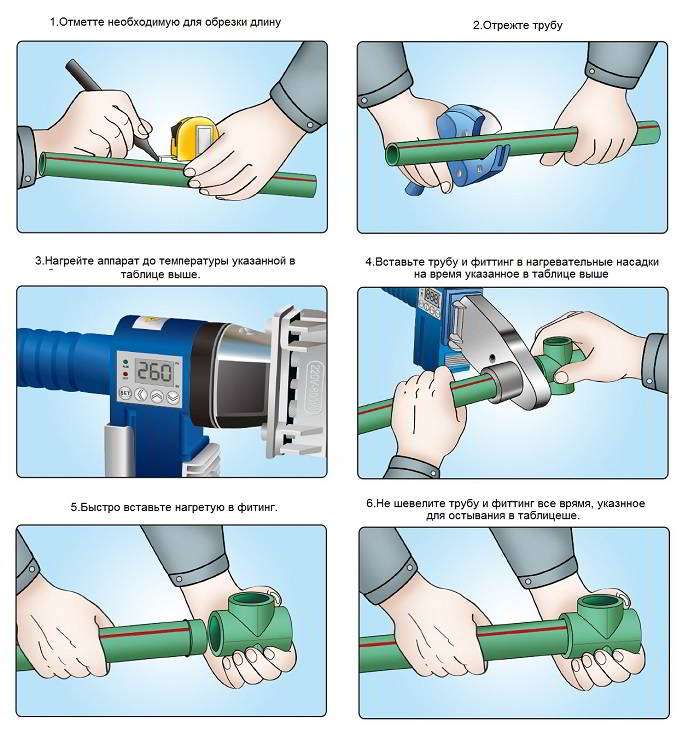
Как паять пластиковые трубы — подробная инструкция
Инструкция по спайке системы водопровода своими руками:
- Очистить при помощи спирта места среза от жирового или грязевого слоя.
- Трубу с раструбом поместить в насадку и прогреть в течение определенного времени (от 5 до 40 секунд в зависимости от диаметра).
- За 4-8 секунд вставить трубу в раструб и соединить элементы таким образом.
- Убедиться в высоком качестве соединения, которое выглядит как пластиковые кольца.
Важно отметить, что инструкция по пайке медного трубопровода существенно отличается от схемы сварки пластикового. Поэтому даже при наличии опыта монтажа медных изделий рекомендуется тщательно изучить правила спайки пластиковых
Подготовка элементов
В первую очередь необходимо подготовить весь материал. Затем материал следует нарезать на нужную длину, используя труборез, ножницы либо монтажный нож. Срез должен быть обязательно сделан под углом 90 градусов, в противном случае, сварочное соединение не будет герметичным.
Желательно обработать армированную трубу при помощи шейвера. Если данный инструмент отсутствует, можно заменить его монтажным ножом. Затем срез обрабатывается до гладкости посредством использования напильника и наждачной бумаги.
Неспециализированные положения

Для начала мало внимания уделим конкретно самим пластиковым трубам, а правильнее их хорошим и отрицательным чертям, дабы понимать в будущем, с чем нужно будет иметь дело.
Преимущества
- Дешевизна. Существенно дешевле подобных изделий из других материалов.
- Простота обработки. Легко поддаётся резке.
- Эластичность. Транспортируется и хранится в скрученном виде.

- Мелкий вес. Не требует усиленного крепления.
- Экологичность. Соответствует всем санитарным нормам.
- Неподверженность коррозийным процессам. Очень важный аспект при условии постоянного контакта с водой.
- Долгий эксплуатационный срок. Исправно помогают не меньше пятидесяти лет.
- Лёгкость монтажа при помощи пайки, о которой мы более детально поболтаем мало позднее.
Недостатки
Температурное ограничение, составляющее +95 градусов Цельсия. С одной стороны это явный минус в эксплуатации, но с другой как раз данное свойство и разрешает осуществлять сварку в бытовых условиях.

Ошибки при пайке полипропиленовых труб
Ниже представлены самые распространенные ошибки при пайке пластиковых труб, которые чаще всего допускаются неопытными мастерами:
1. Неправильно выдержанное время пайки полипропиленовых труб, в результате чего внутри фитинга сильно сужается отверстие. Нет нужды, наверное, говорить о том, чем это грозит в работе системы отопления или водоснабжения, от банального «не греют батареи», до серьезной разницы давления воды в смесителе.








Дело в том, что нагревать паяльником трубы разного диаметра, нужно определенное время. Для трубы 20 мм – это 7 сек., для трубы 25 — 9 сек., а для трубы 32 диаметра, не менее 11 секунд. Контролировать нагрев трубы, можно простым проворачиванием, но только не слишком сильно.
2. Слишком большое вдавливание разогретой трубы в фитинг, из-за чего также критически уменьшается внутренний диаметр. Когда труба и фитинг разогреты, остается всего лишь несколько секунд для того, чтобы их соединить вместе (примерно 2-3 сек.). Если слишком долго передержать трубу до соединения, то она остынет, и протолкнуть её на достаточное расстояние в фитинг уже не получится, а это грозит протечками.
Также, чтобы быть уверенным, что труба зашла на нужную глубину в фитинг, на ней, ещё до процесса разогрева паяльником, лучше сделать пометку маркером, на какую длину она должна войти в фитинг.
3. Грязь и вода во время пайки полипропиленовых труб, самые страшные враги
Поэтому очень важно не допускать попадание воды или пыли на трубы и фитинги во время пайки, а также тщательно их протирать ещё до осуществления данного процесса. Если из трубы во время пайки идет вода, то можно пойти на хитрость, и заложить в отверстие небольшой кусок салфетки или туалетной бумаги, что поможет предотвратить на время течь, и даст возможность нормально спаять трубу с фитингом. 4
Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам
4. Проворачивание трубы в фитинге после соединения. Когда труба с фитингом уже соединены, многие замечают, что она стоит криво, или тройник развернут в другую сторону. Сразу же начинается исправление ошибки и вращение фитинга, что приводит к печальным последствиям, и, как правило, к дальнейшим протечкам.
5. Использование неподходящего инструмента при пайке стабилизированных труб. Следует знать, что для пайки стабилизированных труб, кроме ножниц и паяльника, также потребуется специальная развёртка, определенного диаметра под трубу. В отличие от так называемых «ленивых труб», в стабилизированных трубах имеется тонкий слой металла снаружи, который перед пайкой, обязательно нужно полностью счистить.
Использовать для этих целей нож или ножницы для труб, категорически не рекомендуется, поскольку нормально счистить металл на трубе, особенно в труднодоступном месте, очень сложно.
Как паять пластиковые трубы
Процесс пайки пластиковых труб можно разделить на следующие этапы:
1. Рекомендуется перед началом сварки труб произвести все необходимые замеры, сделать пометки, на какую глубину должна зайти труба в фитинг, в какую сторону будет смотреть уголок или тройник. Делать пометки на трубах и фитингах лучше всего маркером, простым или строительным карандашом (однако маркер потом плохо стирается, что вызывает негодование у заказчиков, и это следует учитывать).
2. После того, как разметка произведена, лучше всего ещё раз убедиться в том, что на трубах и фитингах нет воды и загрязнений.
3. Прогрев паяльник до того момента, когда он выключится, следует нагреть трубу и фитинг, выдержав определенное время (зависит от диаметра полипропиленовой трубы).
4. Затем следует быстро соединить трубу с фитингом, одновременно следя за тем, как ровно она зашла, и не нужно ли её немного подкорректировать. На все про все, где-то 2-3 сек.
5. Когда труба соединена с фитингом, следует подождать некоторое время, пока она остынет, как правило, достаточно 30 сек., для труб 20-32 диаметра.