Зачистка наружного и внутреннего слоя: устраняем все лишнее
Для выполнения работ помимо торцевателя или устройства зачистки потребуются дополнительные инструменты – карандаш (маркер), линейка (рулетка), нож для резки полимерных трубопроводов. Зачистка для армированных труб выполняется только после составления схемы монтажа и подготовки заготовок.
Порядок выполнения работ.
- Обрезка торца. Рез должен быть строго перпендикулярным плоскости.
- Обезжиривание. Очистить поверхность можно слабым раствором чистящего средства.
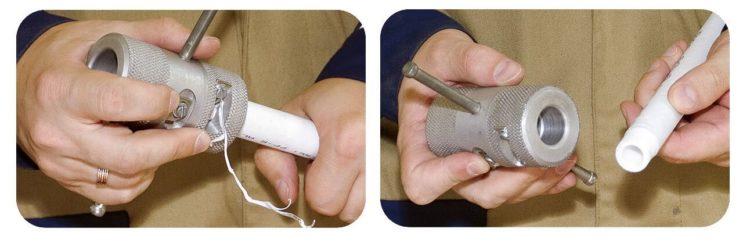
- Перед зачисткой нужно измерить посадочную глубину фитинга. Это можно сделать линейкой или рулеткой. На поверхности фитинга есть внешний показатель глубины.
- На трубе отметить высоту обработки, она должна быть на 1-1,5 мм больше, чем глубина фитинга.
- Торцевание выполняется прокруткой инструмента так, чтобы он был зафиксирован на внешней плоскости патрубка. Лезвия должны быть параллельны торцу.
Перед началом работ рекомендуется сделать несколько пробных паек. Для этого можно использовать трубные обрезки ППР. Фитинги должны быть той же марки, что и для всей системы магистралей. После сварки проверяется положение патрубка относительно плоскости фитинга, герметичность соединения. Из-за особенностей расположения слоя фольги не всегда универсальные устройства зачистки подойдут для труб от конкретного производителя. Выход – купить торцевать у изготовителя труб или его официального представителя.
Какой способ соединения выбрать
Пользуясь информацией, изложенной выше, можно вполне объективно оценить применение упомянутых способов соединения без пайки для монтажа таких коммуникаций, как:
- холодное водоснабжение;
- горячее водоснабжение;
- отопление;
- канализация.
Холодное водоснабжение
Для монтажа систем холодного водоснабжения в домах и квартирах наиболее подходят фитинги. Их плюсом является то, что они отлично служат в качестве соединений полипропиленовых труб между собой и с трубами из других материалов. Также, как и фитинги для бытовых сетей водоснабжения применяют муфты. И те и другие предназначены для соединений труб диаметром от ½ до 3 дюймов. К минусам можно отнести дороговизну стыковочных узлов.
Полимерные трубы и фитинги для холодной воды хорошо выдерживают склейку эпоксидными составами и соединения холодной сваркой. Плюсом клеевых способов является быстрота и простота монтажа. Минусами таких соединений является высокая требовательность точного выполнения технологии клейки. Малейшее её нарушение приводит к протечкам водоводов.
Горячее водоснабжение
Как и трубопроводы для холодной воды, водопроводные трубы, предназначенные для горячего водоснабжения, отлично выдерживают соединения с помощью фитингов и муфт.
Если что и можно отнести к недостаткам, так это невозможность их склеивания клеем и холодной сваркой. Эти составы не выдерживают сильного нагрева и под его воздействием полностью разрушаются.
Отопление
Для систем отопления домов и квартир наиболее подходят резьбовые и разъёмные соединения полипропиленовых труб. Особенно востребованы муфты типа американки.
Они играют роль переходников от полимерных патрубков к радиаторам отопления из алюминия, стали и биметалла. Особые недостатки такого способа соединений не наблюдаются.
Канализация
Имеется в виду безнапорная система слива загрязнённой воды от бытовых сантехприборов таких, как ванна, раковина, мойка, унитаз, биде и трап в полу. Используют трубы диаметром от 32 до 100 мм. Их монтируют посекционно. Каждая секция, с одной стороны, расширяется в виде лейки (раструба).
При входе одной секции в другую герметичность достигается благодаря уплотнительному резиновому кольцу. Несомненным плюсом раструбных соединений является лёгкость монтажа, не требующая практически никаких чрезмерных физических усилий. Недостатков обнаружено не было.
Монтаж полипропиленовых труб своими руками
Преимущества монтажа
Рассчитайте количество труб и фитингов
Для выполнения монтажа трубопровода не требуется выполнение сварочных работ. Все соединения выполняются при помощи пайки. Труба стыкуется в фитинге, а затем спаивается специальной муфтой. Преимущество такой пайки состоит в том, что уже через час после пайки всей системы, трубопровод готов к использованию.
Подготовка инструмента
Шейвер
Кроме наличия всех необходимых деталей и материалов, для выполнения монтажа трубопровода необходимо подготовить весь инструмент.
- Самым главным инструментом для работы является паяльник, с помощью которого будет выполняться пайка муфт. Покупая этот инструмент, не стоит экономить. Это может сказаться на качестве пайки и скорости выполнения работ, да и сам паяльник может очень быстро перестать работать. Качественный паяльник при долгой работе не нанесет вред тефлоновому слою покрытия насадок.
- Для пайки вам потребуются насадки под трубы. В основном, они идут в комплекте с паяльником.
- Основная часть работы будет выполняться стационарно, поэтому под паяльник необходима подставка.
- Чтобы отрезать нужный участок трубы, понадобятся специальные кусачки, можно применить труборез.
- Снятие с трубы слоя алюминия выполняется с помощью шейвера.
- Чтобы впаиваемая труба свободно входила в фитинг, потребуется снять фаску края трубы, используя фаскосниматель.
Трубы и фитинги
Предварительно посетите строительный магазин и купите все необходимые инструменты.
На чем можно сэкономить
Ножницы для полипропиленовых труб
Произвести пайку полипропиленовой трубы подручными средствами не получится. Но все же, на некоторых инструментах можно сэкономить. Если предстоит выполнение небольшого объема работ, из списка покупок можно вычеркнуть кусачки или труборез. Отрезание трубы можно выполнить болгаркой. Шейвер используется только в том случае, если есть алюминиевый слой. Если этот слой отсутствует, то и инструмент можно не покупать.
План работы
План разводки водоснабжения
Решившись на самостоятельный монтаж трубопровода, необходимо составить план выполняемых работ. Требуется все рассчитать так, чтобы пайка муфт в большинстве случаев происходила не на весу, а стационарно. В конце работы останется лишь соединить всю систему и произвести пайку последних точек соединения.
Перед началом работы должна быть тщательно проработанная схема трубопровода. Это сильно облегчит условия работы, и вам не придется покупать лишние материалы. Грамотно выполненный расчет позволит выполнить все неудобные места пайки на столе.
Особенности пайки трубопровода
Для выполнения прочной пайки выполняется прогрев внешнего края трубы и внутренней стороны муфты. Прогревается только тот участок трубы, который полностью войдет в муфту. После соединения прогретых участков, происходит спаивание полипропилена.
В начале пайки необходимо подготовить сам материал. Вымеряется и отрезается необходимая длина трубы. На краю отрезанной трубы, с внешней стороны, снимается фаска глубиной 3 мм, и под наклоном не менее 15 градусов. Края спаиваемых материалов очищаются от загрязнения и обезжириваются специальным раствором. И только теперь можно выполнить пайку изделия.
Пайка трубы
Пайка с помощью паяльника
- Перед началом пайки паяльник устанавливается с помощью подставки на столе и подключается к электросети. Пайка происходит при температуре 260°C. Поэтому, если паяльник имеет регулятор температуры, его надо выставить на это значение. К сведению: при других температурах, пайка изделий не выполняется. Следовательно, не стоит переплачивать за покупку паяльника с регулятором температуры.
- Когда паяльник полностью прогрелся, можно начинать процесс сваривания деталей. Фитинг должен прогреваться одновременно с трубой, поэтому с одной стороны специального штыря надевается фитинг; труба, вставленная в гильзу, надевается на вторую сторону нагревателя. После полного прогрева детали быстро снимаются с паяльника и соединяются.
- При пайке необходимо соблюдать время прогрева деталей, иначе деталь быстро деформируется и станет непригодной для соединения. Недостаточно нагретую деталь не получится надежно спаять, в результате чего образуется течь в месте соединения.
Для определения времени нагрева разработана таблица, которой пользуются специалисты, выполняя монтаж полипропиленовых труб.
С использованием муфт
 Обыкновенная муфта для пластиковых трубопроводов — это достаточно простая по своему устройству деталь. Она состоит из:
Обыкновенная муфта для пластиковых трубопроводов — это достаточно простая по своему устройству деталь. Она состоит из:
- чугунного корпуса;
- двух гаек;
- прокладок из резины;
- четырёх металлических шайб.
Муфту можно найти в ближайшем магазине сантехники, либо, если есть определённые навыки и знания, сделать своими руками. При этом характеристики муфты должны строго соответствовать размерам соединяемых изделий. Обыкновенные муфты подойдут как для напорных пластиковых трубопроводов, так и для трубопроводов без напора. С их помощью обеспечивают надежное соединение полипропилена без применения паяльника.
В муфту для формирования соединения необходимо вставить концы труб так, чтобы они соприкасались в середине. Концы должны проходить через шайбы, прокладки и гайки. Потом надо плотно затянуть гайки, так, чтобы давление на прокладки оказалось достаточно сильным.
Стыковка пластиковых труб муфтой стопроцентно даёт герметичный шов даже без применения пайки. Но в определённых случаях, например, если труба имеет малую длину или примыкает непосредственно к полу (или иной горизонтальной поверхности), установить обыкновенную муфту не представляется возможным.

Для таких сложных случаев придумана зажимно-соединительная муфта. Как её использовать? Сначала нужно очистить край пластиковой трубы. Потом надо развинтить муфту и надеть на пластиковое изделие в правильной последовательности все детали крепления. Причём уплотнительное кольцо должно в итоге располагаться на расстоянии как минимум один сантиметр от края изделия.
Затем в торец пластиковой трубы нужно вставить сам корпус зажимно-соединительной муфты. А потом к этому корпусу нужно придвинуть все имеющиеся кольца и закрутить болт. А к резьбе, расположенной с другой стороны муфты, необходимо будет прикрепить фитинг «американку» с подсоединённой к нему пластиковой трубой.








Для контроля прочности соединения необходимо осторожно потянуть муфту на себя, придерживая свободной рукой трубу, к которой он прикреплён. Муфта должна оставаться неподвижной. Если же она движется, это означает, что была выбрана деталь не того размера
Именно поэтому она так плохо держится на трубопроводе. Впрочем, исправить это легко — следует лишь потуже затянуть резьбу
Если же она движется, это означает, что была выбрана деталь не того размера. Именно поэтому она так плохо держится на трубопроводе. Впрочем, исправить это легко — следует лишь потуже затянуть резьбу.
Можно ли нарезать резьбу на полипропиленовой трубе?

Статьи
Высококачественная стыковка труб из полипропилена достигается благодаря учету толщины их стенок.
Даже соединение полипропиленовых труб с металлическими будет надежным и долговечным при таком подходе.
Монтаж с резьбовым соединением металлических и полипропиленовых труб
Способы соединений
Тонкостенные трубы соединяют резьбой:
- трубы PN 10 для холодной воды (+20°) или теплых полов (+45°);
- трубы PN 16 используют для подачи холодной воды при повышенном давлении или в трубопроводах отопления с пониженным давлением.
Принцип резьбового соединения
Сварка – наиболее качественный вариант для:
Сварочное соединение в разрезе
Популярность полипропиленовых труб в простоте их любых соединений, доступных людям даже без специальной подготовки. Поэтому вопрос, как соединить полипропиленовые трубы, решается чаще всего самостоятельно.
Соединения бывают механические разъемные с резьбой или неразъемные — сваркой.
Нарезка резьбы на трубы: доступные способы и методы их применения
В настоящее время трубопроводы могут собираться из пластиковых или металлических труб. Пластиковые трубы преимущественно соединяются методом сварки, для чего используется специальный аппарат. Металлические трубы соединяются фитингами, имеющими резьбу. Стык труб при резьбовом соединении получается максимально прочным. Однако для сборки металлического трубопровода требуется нарезка резьбы на трубе, о способах нанесения которой и рассказано в этой статье.
Отрез трубы с нанесенной своими руками резьбой для дальнейшей сборки трубопровода
Инструменты, используемые для нарезания резьбы
Прежде чем приступать к выполнению работы, необходимо подготовить инструмент для нарезки резьбы на трубах, в состав которого входят следующие приспособления:
- рулетка, карандаш и штангенциркуль. Сборка трубопровода происходит по ранее подготовленной схеме. На первом этапе необходимо подготовить трубы определенной длины, указанной на схеме. Для разметки применяются рулетка и карандаш. Штангенциркуль используется для измерения диаметра труб и подбора нужного инструмента;
Рулетка и штангенциркуль для замера труб
- болгарка. Инструмент используется для нарезки труб по ранее нанесенной разметке. Вместо болгарки можно использовать ножовку по металлу;
Инструмент для нарезки металлических труб
- тиски. Нарезание резьбы на трубах должно производиться четко горизонтально. Для этого отрез трубы необходимо надежно зафиксировать;
Устройство для фиксации трубы в определенном положении
- машинное масло и любой иной смазывающий материал. Нарезка резьбы на трубах вручную будет производиться гораздо легче, если инструмент и конец трубы смазать специальными средствами;
- очки для защиты глаз. Любая работа должна производиться, соблюдая все правила безопасности. При нарезке резьбы металлическая стружка может попасть в глаза и нанести им сильные повреждения, поэтому необходима защита в виде очков;
- инструмент для нарезания резьбы на трубах. Это может быть один из трех вариантов:
Набор клуппов для нарезки резьбы разной величины
Набор плашек и плашкодержатель
Инструменты для нарезки внутренней резьбы
Подготовка
Перед тем, как нарезать резьбу на трубе своими руками, необходимо провести ряд подготовительных работ:
- отрезать кусок трубы нужного размера. Если производится замена какого-либо участка трубопровода, то требуется аккуратно вырезать трубу, пришедшую в непригодность;
- участок трубы, где будет нарезаться резьба, очищается от краски, ржавчины и так далее. Все посторонние отложения мешают проведению работы;
- с конца трубы снимается фаска для облегчения работы плашки.
Начальный этап нанесения резьбы
Нарезаем наружную резьбу клуппом
Нарезка резьбы на трубе клуппом проходит следующим образом:
- подбирается клупп соответствующего диаметра. Для корректного подбора оборудования применяется штангенциркуль;
- внутренняя поверхность клуппа и подготовленный участок трубы обрабатываются машинным маслом;
- клупп вставляется в металлическую трубу, облегчающую работу по его вращению. Держатель входит в набор для нарезки резьбы на трубах;
- если происходит первоначальная сборка трубопровода, то труба фиксируется в тисках. Если нужно нарезать резьбу на водопроводной трубе при реконструкции водопровода или иной инженерной системы, произвести нарезку можно непосредственно на установленной трубе;
- клупп устанавливается на подготовленную трубу и начинается его вращение, то есть процесс нарезки резьбы.
Комбинированные муфты
Если с цанговым соединением для ПНД трубы все ясно, то комбинированные муфты (фитинги) для полипропиленовых труб разнообразны. Давайте вкратце их рассмотрим:
- Муфта с внутренней резьбой служит для соединения трубопровода с другого типа трубой или приборами, имеющими наружную резьбу. Состоит она из полипропиленовой заготовки с впрессованной внутрь металлической муфтой, на которой внутри нарезана резьба.
- Муфта с наружной резьбой выполняет те же функции, что и рассмотренная выше. Отличается лишь тем, что в полипропиленовую заготовку впрессована втулка из металла с наружной резьбой.
- Муфта с внутренней резьбой под ключ состоит из полипропиленовой заготовки, в которую впрессована металлическая втулка, выступающая за край полипропилена металлическими гранями. Грани рассчитаны под рожковый ключ. Внутри грани нарезана резьба. Такую втулку удобно накручивать ключом на другую резьбу. Также есть модели муфт с гранями под ключ.
- Муфта с наружной резьбой под ключ – то же самое, что и муфта, описанная в 3 пункте, только имеет наружную резьбу.
- Разъемная муфта с внутренней резьбой состоит из двух металлических частей под рожковый ключ. Причем одна металлическая часть соединена с полипропиленовой заготовкой. Такие муфты устанавливаются в местах, где потребуется разъединять трубопровод или снимать приборы. Другое название этой муфты – американка. Раскручивается она двумя ключами.
- Разъемная муфта с наружной резьбой похожа на предыдущий вид американки. Отличие лишь в наружной резьбе вместо внутренней.
- Муфта с накидной гайкой состоит из полипропиленовой заготовки, в которую впрессован штуцер с накидной гайкой под ключ. Устанавливается так же, как и американка: в местах необходимого разъема трубопровода.
Такими вот комбинированными муфтами, припаянными к полипропиленовой трубе легко подсоединиться к ПНД трубе, на которой есть цанга с подобной резьбой.
Технология нарезки
Технология нарезки резьбовых частей ручным и автоматическим способом существенно отличается.
Плашкой
Плашка
Для того чтобы нарезать резьбу на водопроводной трубе своими руками плашкой, выполняют следующие операции:
- Приготовленную к нарезке трубу зажимают в тиски в горизонтальном положении.
- Болгаркой делают торец трубы ровным.
- При помощи штангенциркуля замеряют наружный диаметр трубы.
- Сверяются со специальными таблицами, узнавая необходимый (минимальный) диаметр для нарезки резьбы.
- При помощи болгарки наружную поверхность трубы зачищают до необходимого диаметра.
- Напильником снимают фаску с торца.
- Вставленную в плашкодержатель плашку одевают на трубу ее заборной частью.
- Придавливая плашку к трубе начинают вращать медленно ручки плашкодержателя до тех пор, пока гребёнки нарезного инструмента не начнут «цепляться» за металл и появится стружка.
- В дальнейшем медленно вращая плашкодержатель с плашкой по часовой стрелке, нарезают необходимую длину резьбовой части. При этом делая 2-3 оборота по часовой стрелке, чтобы сбросить стружку плашку поворачивают на 1-2 оборота против часовой стрелки.
- Для того чтобы нарезка шла с меньшим усилием и лезвия инструмента не тупились на трубу периодически наносят небольшое количество машинного масла.
После завершения резьбонарезных работ плашку очищают от стружки. Трубу вынимают из тисков и при помощи изделия с гайки или специального калибра проверяют качество проделанной работы.










Клуппом
Ручной клупп
Резьбонарезные работы клуппом производятся следующим образом:
- Трубу зажимают в тиски в горизонтальном положении.
- Производят замер наружного диаметра трубы, сверяются.
- При помощи болгарки, напильника участок для нарезки резьбы очищают от ржавчины старой краски, излишек металла.
- Трубу смазывают маслом или свиным жиром.
- Клупп вставляют в оправу с трещоткой.
- При помощи направляющей клупп устанавливают на трубе.
- Прижимая оправу с клуппом к торцу трубы, начинают вращать ручку до появления стружки и увеличения усилия.
- После того как резцы клуппа зацепились за металл, руку, прижимающую инструмент к трубе убирают и нарезают необходимую длину резьбовой части.
В ходе нарезки на каждые 2-3 оборота клуппом по часовой стрелке, делают 1-2 против – это позволяет сбрасывать образовавшуюся стружку, избегать забивания резцов инструмента.
На токарном станке
Современный токарный станок
Работы на токарном станке могут производиться с помощью специальной плашки или резьбонарезного резца:
Нарезка резьбовой части на станке производится следующим образом:
- Трубу зажимают в шпиндель станка.
- Обтачивают простым резцом до необходимого диаметра.
- Торец трубы выравнивают, снимают с него фаску.
- Отключают станок, на поверхность трубы наносят масло или специальную смазку.
- Одевают на трубу заборной зафиксированную в плашкодержателе плашку.
- Включают малые обороты станка и, придерживая инструмент, медленно нарезают на трубе резьбу.
После того как резьбовая часть нарезана станок останавливают, включают реверс, на медленных обратных оборотах аккуратно снимают плашку.
Резьбонарезные работы с помощью специального резца производятся следующим образом:
- При помощи простого резца труба обтачивается до необходимого диаметра, ее торец выравнивается, с него снимается фаска.
- Резьбонарезной резец устанавливается в резцовой головке.
- При помощи специального шаблона режущая кромка инструмента выравнивается относительно установленной, после чего он надежно фиксируется в резцовой головке.
- При помощи специальных таблиц настраивают станок.
- Производят нарезку резьбовой части в 2-3 приема, углубляя ее канавки за один проход резца на 0,5-0,7 мм.
Нарезаем резьбу на трубе возле стены
 Если заготовка расположена в месте, где нет пространства для подхода и осуществления операции, то мы предлагаем несколько способов, минимизирующие финансовые издержки, которые обязательно возникнут в нестандартной ситуации:
Если заготовка расположена в месте, где нет пространства для подхода и осуществления операции, то мы предлагаем несколько способов, минимизирующие финансовые издержки, которые обязательно возникнут в нестандартной ситуации:
- Если существует возможность демонтажа небольшого участка стены, например, снятия керамической плитки, то воспользуйтесь этим. Так у вас освободится значительное пространство для выполнения поставленной задачи.
- Трубопровод состоит из нескольких частей. Придется разобрать линию и нарезать на снятой секции.
- Как мы писали выше, резцы нуждаются в постоянной смазке. Однако масло с горизонтальной поверхности стекает. Поэтому рекомендуется делать манипуляцию в несколько проходов – таким образом создается идеальное качество поверхности.
- Строго контролируйте расположение инструмента параллельно оси и оказывайте достаточную нагрузку.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Делаем резьбу на полипропиленовых трубах взамен пайки
Использование резьбы на полипропиленовых трубах вместо пайки — это бредовая идея? Нет. В определенных жизненных ситуациях такой способ вполне может себя оправдать: времянка при аварии, отсутствие электричества за городом… Ситуаций — море.
Сразу оговоримся, что резьбовое соединение полипропилена в жилых домах категорически неприемлемо! Возможна лишь качественная профессиональная сварка труб. А вот для дачного разборного водопровода, где допустимы протечки, или для системы полива это отличный вариант.
Существует как минимум 3 рабочих способа нарезать на полипропиленовых трубах резьбу. Подходят они только для труб с толстой стенкой.
Соединения, выполненные с помощью плашек и метчиков, достаточно долговечны и, судя по комментариям в интернете, могут прослужить не один десяток лет.
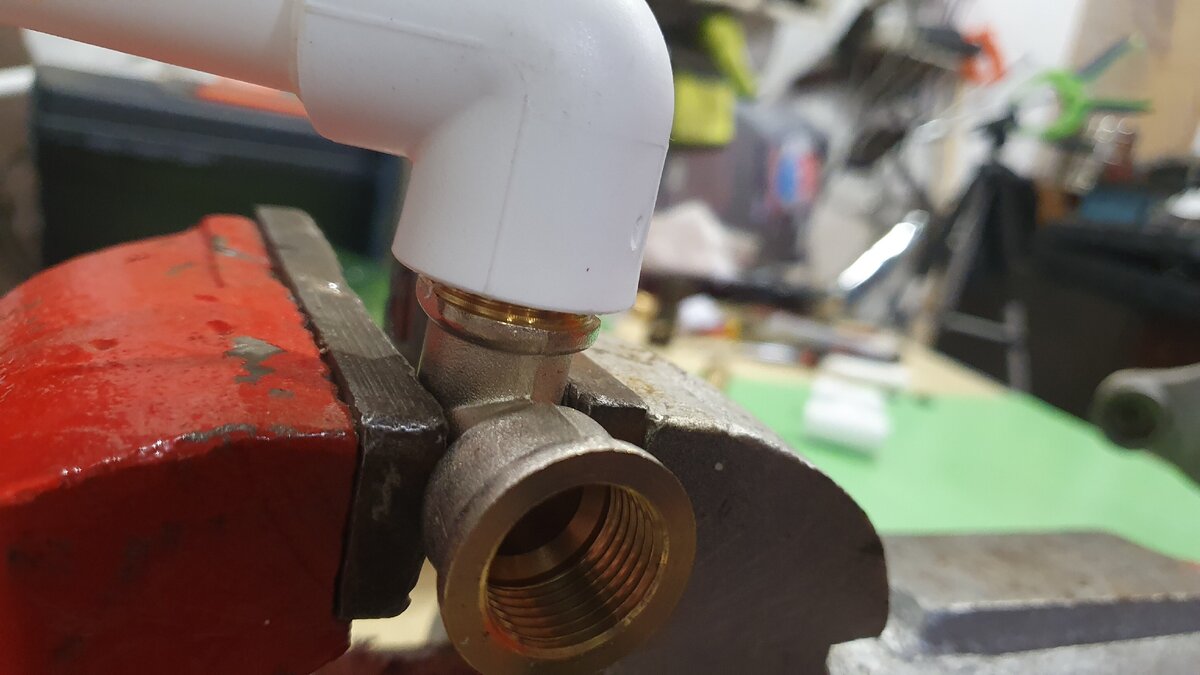
Здесь не требуется «танцев с бубном» — все делается, как при работе с металлом. Крепко фиксируем трубу, насаживаем на торец плашку, клупп или метчик, начинаем его вращать.
Не забывайте после каждых трех-четырех витков делать пару проворотов в обратную сторону, чтобы вытряхнуть стружку. Инструмент будет легче скользить по трубе, если пластик смазать маслом или кремом.
Немало умельцев монтирует на дачах с помощью резьбовых соединений труб летние водопроводы, чтобы на зиму их можно было разобрать. Стыки на подобных конструкциях герметизируют льном вместе с силиконом. Имейте в виду, что современные синтетические материалы не позволят при необходимости безболезненно вывернуть фитинги.
Если же профессионального резьбонарезного инструмента нет, что не редкость, то используем второй способ.
Этот метод вызывает большое количество споров относительно прочности соединений. Резьба получается не настолько качественной, как при использовании плашек. Но тем не менее способ тоже вполне рабочий.
В качестве нарезных инструментов для внутренней резьбы рекомендуют применять сгоны или бочата, а для наружной — соединительные муфты. С их помощью можно выполнить максимальную глубину нарезки. Подойдут для этой цели и любые иные детали.
Для трубы диаметром 20 мм потребуется фитинг ½», для 25 мм — размером ¾», а для 32 мм — 1″.
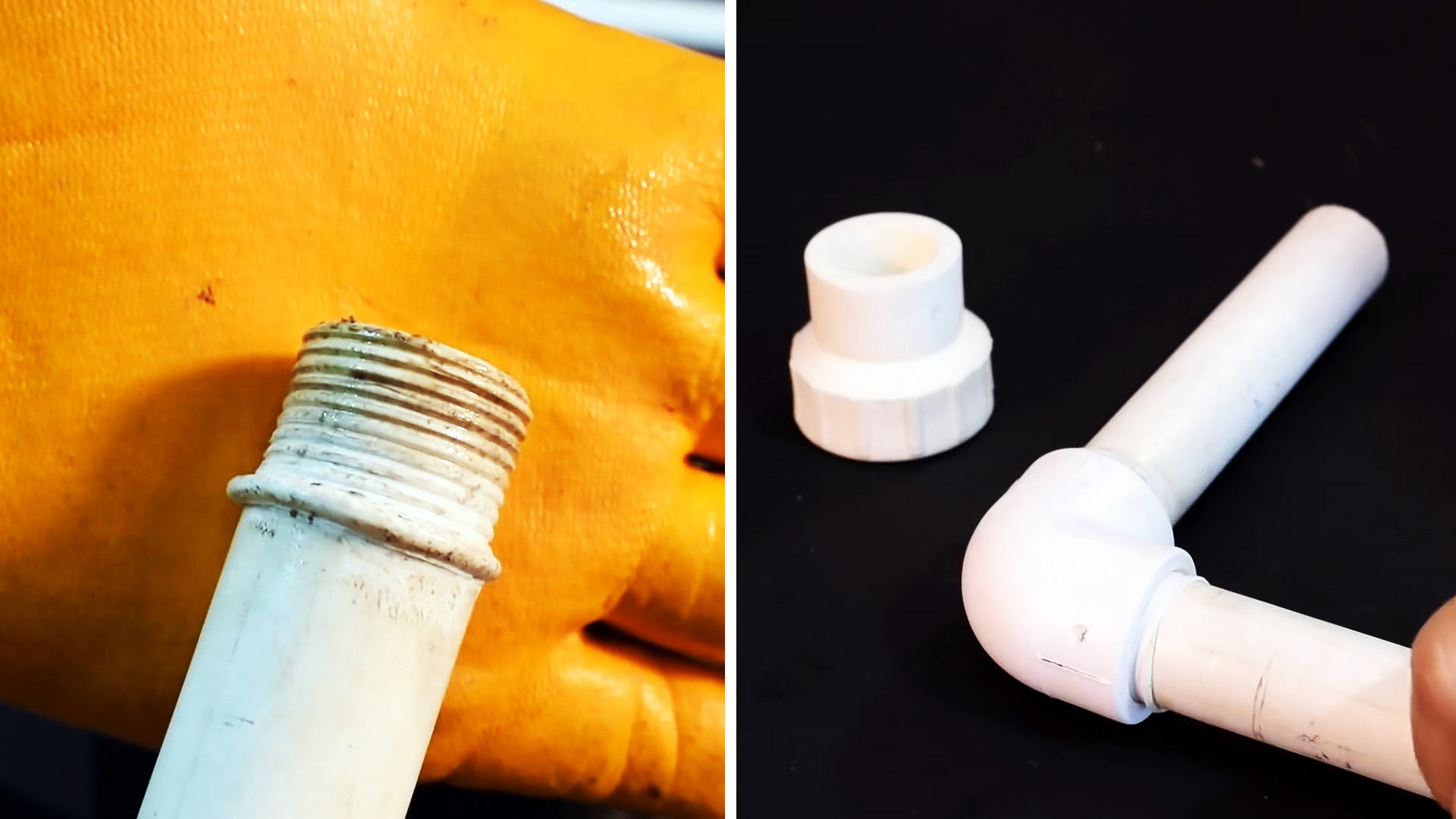
Идеально подойдет для нагрева полипропилена. Насаживаем на нагревательный элемент трубу и ждем буквально пару секунд, чтобы температура пластика не превысила 70-80 градусов. В противном случае он чересчур размякнет и «потечет». Тогда качественной резьбы не получится. В разогретую трубу сразу вкручиваем подготовленный фитинг.
Эти инструменты прекрасно заменят сварочный аппарат. Мы можем использовать их как для нагрева полипропиленовых деталей, так и металлических фитингов. В домашних условиях умельцы даже прокаливают латунь на газовой конфорке.








Чтобы равномерно размягчить пластик горелкой или строительным феном, начинаем нагрев постепенно, плавно вращая деталь вокруг оси. Время и степень прогрева определяются интуитивно и зависят от характеристик инструмента. Постарайтесь предварительно потренироваться на ненужном куске пластика.
Далее вворачиваем резьбу фитинга в размягченную заготовку, даем время остыть — и готово. Не стоит резко охлаждать соединение.
Третий способ для самых отчаянных, поскольку придется приложить максимум физических усилий.
Основная проблема здесь состоит в том, что резьба фитингов не имеет такой же острой заточки режущей части, как у метчика или плашки. Поэтому на полипропилене нужно нарезать фаску конусовидной формы с достаточно острым углом, чтобы сделать зацеп и первый виток резьбы.
И еще один совет мастеров — выполните поперечные пропилы на металлической части муфты или сгона, это облегчит процесс нарезки.
Выводы и полезное видео по теме
На размещенных в этом разделе видеороликах наглядно демонстрируется порядок работ выполнения крепежа труб из металла и полимеров при помощи фитинга “американка” и фланцевого соединения.
Практическое применение фланца:
Процесс соединения металлических (чугунных, стальных) и полимерных труб требует определенных сил и навыков
Вне зависимости от вида крепежа, для безукоризненных стыков важно правильно подбирать детали нужного размера, а также тщательно следовать инструкции
Хотите рассказать о том, как подключали пластиковую трубу во время ремонта к стальному или чугунному трубопроводу? Желаете поделиться полезной информацией с нами и посетителями сайта? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы и размещайте фото по теме статьи.