Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.
Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
Классификация металлорежущих станков
Металлорежущий станок – машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом. Все металлорежущие станки классифицируются по определенным признакам, зависящим от рода технологического процесса, режущего инструмента, компоновки станка.
Металлорежущие станки подразделяются на 9 групп (рисунок 1).

Рисунок 1 – Классификация станков по методу обработки
Каждая группа станков делится на типы. Так например, токарные станки бывают специализированные, одношпиндельные, многошпиндельные, револьверные, лобовые, многорезцовые, карусельные и т.д.

Станки одного и того же типа могут отличаться компоновкой (например, фрезерные универсальные, горизонтальные, вертикальные), кинематикой, т.е. совокупностью звеньев, передающих движение, конструкцией, системой управления, размерами и точностью обработки (рисунок 2).

Рисунок 2 – Основные виды фрезерных станков
При этом, например, если рассматривать операцию зубофрезерную, то для этой операции можно выбрать станки 5-й группы, но это будет зубофрезерный станок, а фрезерные станки расположены в 6-й группе. То есть четкого разграничения между группами нет, тем более появляются новые станки, реализирующие ранее неиспользуемые методы обработки.
Согласно стандартов, оборудование имеет основные размеры, характерные для станков каждого типа. Так, например, для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки (рисунок 3), для фрезерных станков — длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно- строгальных станков — наибольший ход ползуна с резцом.

Рисунок 3 – Наибольший диаметр заготовки для токарных станков
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Так, по стандарту, для зубофрезерных станков общего назначения предусмотрено 12 типоразмеров с диаметром устанавливаемого изделия от 80 мм до 12,5 м.
Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью. Каждой модели присваивается свой шифр — номер, состоящий из нескольких цифр и букв. На рисунке 4 показан пример обозначения токарного станка с ЧПУ (числовое программное управление).

Рисунок 4 – Обозначение токарного станка с ЧПУ
Первая цифра означает группу станка, вторая – его тип, третья цифра или третья и четвертая цифры отражают основной размер станка. Например, модель 16К20Ф3 означает: токарно-винторезный станок с наибольшим диаметром обрабатываемой заготовки 400 мм. Буква между второй и третьей цифрами означает определенную модернизацию основной базовой модели станка.



Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Цикл работы полуавтомата выполняется также автоматически, за исключением загрузки-выгрузки, которые производит оператор, он же осуществляет пуск полуавтомата после загрузки каждой заготовки.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства – гибкие производственные модули (ГПМ). Пример ГПМ приведен на рисунке 5.
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф).
Цифра после буквы Ф обозначает особенность системы управления:
- Ф1 – станок с цифровой индикацией (с показом чисел, отражающих, например, положение подвижного органа станка) и предварительным набором координат;
- Ф2 – станок с позиционной или прямоугольной системой; Ф3 – станок с контурной системой;
- Ф4 – станок с универсальной системой для позиционной и контурной обработки, например, модель 1Б732Ф3 – токарный станок с контурной системой ЧПУ.
Станки с ЧПУ постепенно вытесняют другие установки, благодаря высокой точности обработки, повышенной производительности и соответственно сравнительно быстрой окупаемости.

Рисунок 5 – Пример гибкого производственного модуля
Кроме того, металлорежущие станки делятся по степени универсальности, по степени автоматизации и классу точности. Классификация станков представлена на рисунке 6.

Рисунок 6 – Классификация станков
Рекомендуемые характеристики
Опираясь на ряд основных технических параметров, можно подобрать качественный токарный станок по вполне доступной цене:
Параметр
Пояснение
Дополнения
Габариты
по стандартам ширина токарных станков должна варьироваться в пределах 200-3150 см
это основной параметр для выбора, каждая модель обладает своими габаритами, которые зависят от комплектации
Масса
в среднем вес токарного станка будет составлять около 2-2,2 кг
обращайте внимание и на указанную предельную массу обрабатываемых изделий, для детали, устанавливаемой в патроне, он будет составлять около 300 кг, а для центровых – доходить до 1,3 тонны
Диаметр заготовки
максимально допустимый (рекомендованный) размер заготовки, проходящей через шпиндельное отверстие должен составлять порядка 45 мм
учитывается и размер диаметра обрабатываемых деталей над станиной, он равняется 40 см, располагающихся над суппортом – 20-22 см, причем размер шпиндельного отверстия должен составлять порядка 45-47 мм
Межцентровой промежуток
от параметров межцентрового расстояние будут зависеть размеры самого станка и его габаритность
предусмотренные габариты устройства с расстоянием между центрами в 100 см будут составлять около 280 см по длине и 115 см по ширине, высота станка варьироваться в пределах 130-135 см
Выбирайте токарный станок с мощностью привода не менее 10 кВт.
Особое внимание необходимо уделить и двигателю. Чтобы сделать правильный выбор модели, определите область будущего использования агрегата, а с учетом этих данных сделайте выбор в пользу двигателя определенного типа:
- Асинхронные. Работает на преобразование тока в механическую мощность (энергию). У таких двигателей частота вращения стратора превышает показатели вращения ротора. Асинхронная модель двигателя обладает чугунной либо алюминиевой станиной. Этот класс отличается большим диапазоном мощности и популярностью. Чаще всего станки с асинхронным двигателем выбирают из-за отличной мощности, сравнительно малых размеров и высокой надежности.
- Коллекторные. В устройстве такого двигателя имеется датчик (щеточно-коллекторный узел) – регулятор положения роторов, а также и переключатель уровня мощности в обмотках. Работа двигателя обеспечивается за счет вращения вала, который в действие приводит подаваемое к нему напряжение.
Конструкция металлорежущих станков, оснащенных ЧПУ
В любой модели станка присутствуют ключевые элементы, отвечающие за его функционирование. Они обеспечивают движение, благодаря которому происходит резка, и движение подачи, совершаемое заготовкой либо режущим инструментом. Ради осуществления обеих функций в агрегате обязательно присутствуют следующие три компонента:
- Система контроля. Она запускает и останавливает устройство, контролирует все этапы его функционирования.
- Привод — гидравлический, пневматический, механический либо электрический.
- Узел, трансформирующий движение от электродвигателя и передающий его на исполнительный механизм.
Отдельно стоит упомянуть об узлах металлорежущей аппаратуры, на которых размещают инструменты для резки. Они присутствуют на всех станках, так как без них агрегаты не справлялись бы со своей функцией.
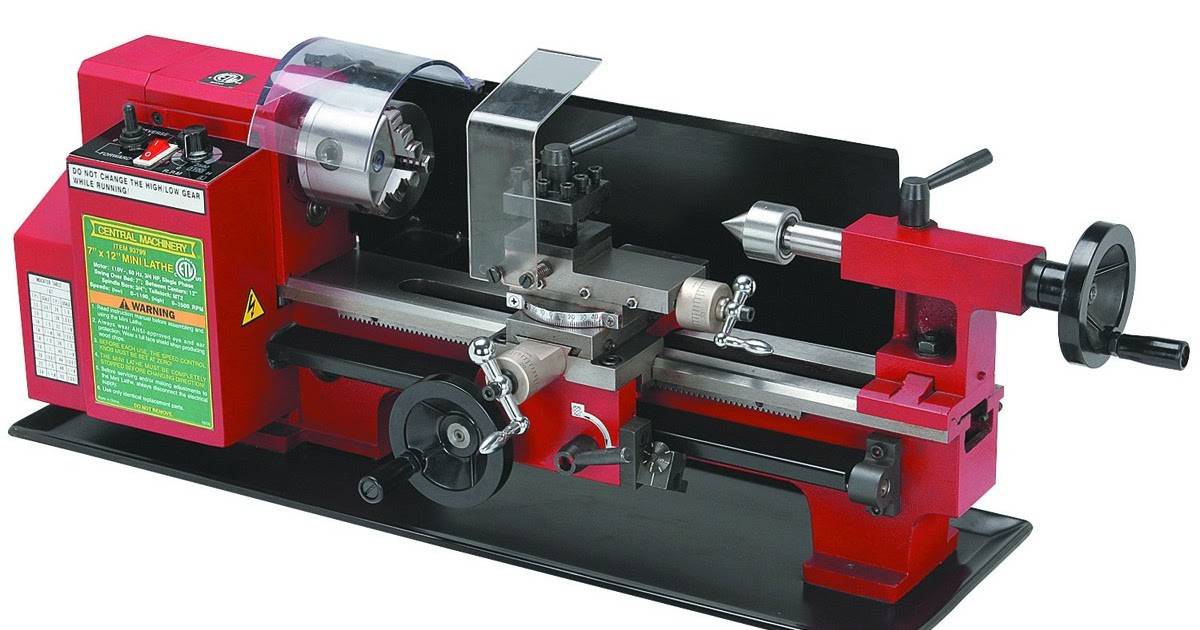
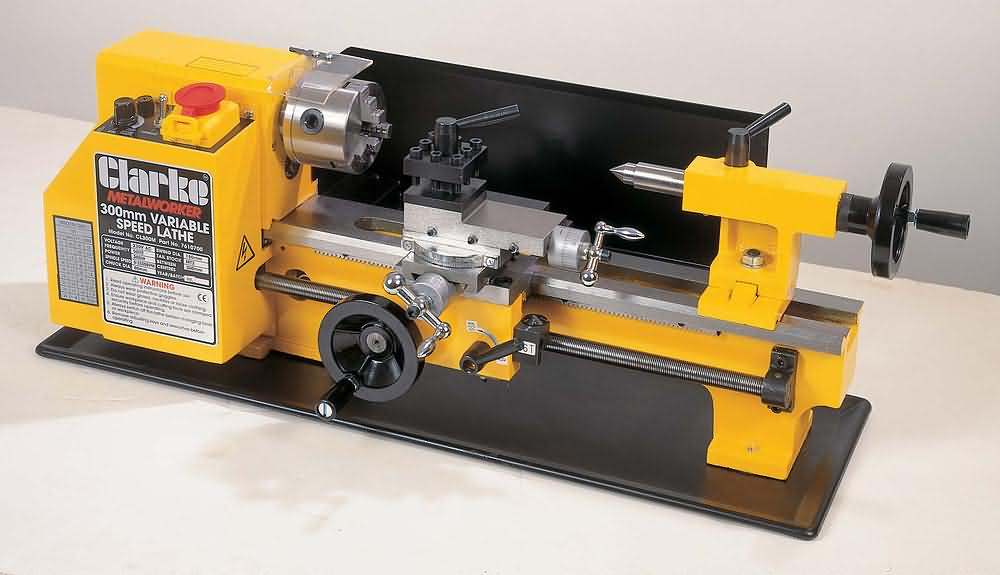
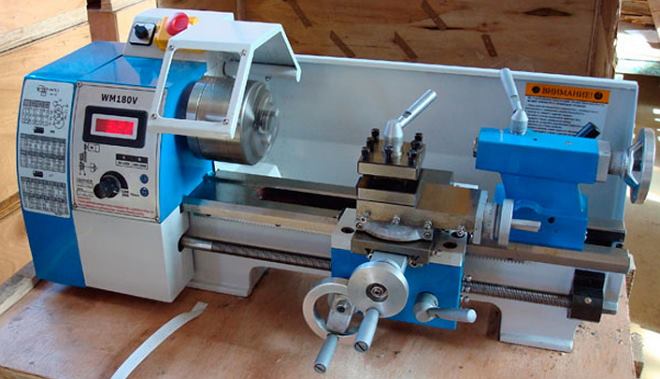
Как выбрать настольный токарный станок
Прежде чем осваивать работу токаря на дому, целесообразно выяснить, какие бывают станки, их характеристики и функции.

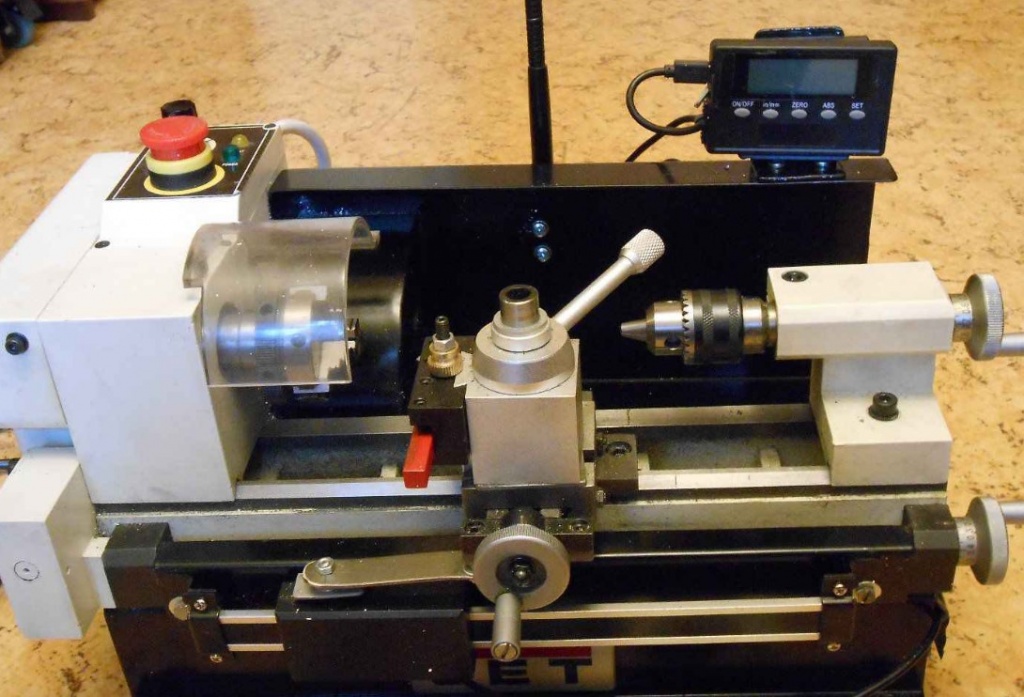
Мини-аналоги промышленного оборудования относятся к настольному типу, поскольку легко размещаются на любой рабочей поверхности. Такие аппараты многофункциональны и предназначены для изготовления деталей малых размеров с минимальными затратами. Материал обработки может быть любой: сталь, древесина, любые виды пластика.
Критерии выбора
Чтобы приобрести надежную модель для домашней мастерской, гаража, станции технического обслуживания или учебной лаборатории, уместно учитывать ряд параметров:
- назначение;
- расстояние между центрами;
- тип станины;
- материал станины;
- допустимое напряжение;
- потребляемая мощность;
- скорость вращения шпинделя;
- степень автоматизации;
- возможность дооснащения.
По назначению можно выделить устройства, работающие с заготовками из разных материалов: дерево, металл, пластик, реже — стекло, алмаз.
Расстояние между центрами считается основным критерием, ведь оно определяет максимально возможную длину обрабатываемых деталей. Средний показатель этой величины обычно соответствует длине заготовки 800 мм. Важными числовыми показателями являются длина и ширина рабочего стола. Они указывают на максимально возможные габариты обрабатываемых деталей.
От типа станины зависит устойчивость и жесткость конструкции и уменьшение вибрации: стационарная и переносная. В любой модификации крепления их направляющих должны быть качественными и прочными.
Наиболее предпочтительный материал станины — чугун, способный выдерживать любые нагрузки и эффективно гасить вибрацию, благодаря чему достигается максимальная точность выполнения операций. Большинство моделей имеет вес от 10-15 до 500-100 кг. Однако встречаются аппараты, весящие до 260 кг. Отдельные модификации выпускаются без станины. В этом случае ее роль выполняют крепления к рабочей поверхности.
Допустимое напряжение для мощного высокопроизводительного аппарата, используемого в индивидуальном порядке, чаще всего равняется 380 В. В случаях использования устройства без станины с ручным принципом работы допустимое напряжение 220-230 В. Для эффективного и безопасного использования одно- или трехфазного станка обязательно должна быть соответствующая электропроводка.
Потребляемая мощность. Облегченные модели без станины потребляют небольшое количество электроэнергии — 0,3 — 0,7 кВт. Чаще всего это устройства для работы с мягкими материалами (пластик, дерево). Однако большинство настольных моделей по металлу, имеющих чугунную станину, имеют среднюю потребляемую мощность 1,5 кВт.
Скорость вращения шпинделя определяет качество работы и производительность станка в целом. Чем ниже мощность двигателя, тем меньшее число оборотов в минуту будет совершать шпиндель. Минимальные обороты шпинделя обычно составляют 150-400 в минуту, максимальные обороты достигают 2500-3500 в минуту. У более высокого класса аппаратов предусмотрен регулятор скоростей (механический или электронный), обеспечивающий оптимальную глубину резания при разных видах обработки.

По степени автоматизации станки бывают ручными, полуавтоматическими и электронными (с ЧПУ). Это находит свое отражение в стоимости изделия. Покупая аппарат, уместно подумать, какой принцип работы будет более удобным.


![Настольный токарный станок по металлу [технология работы]](https://remontgoda.ru/wp-content/uploads/9/4/6/946b7fecd4a1996f670a5f44325e5c9f.jpeg)

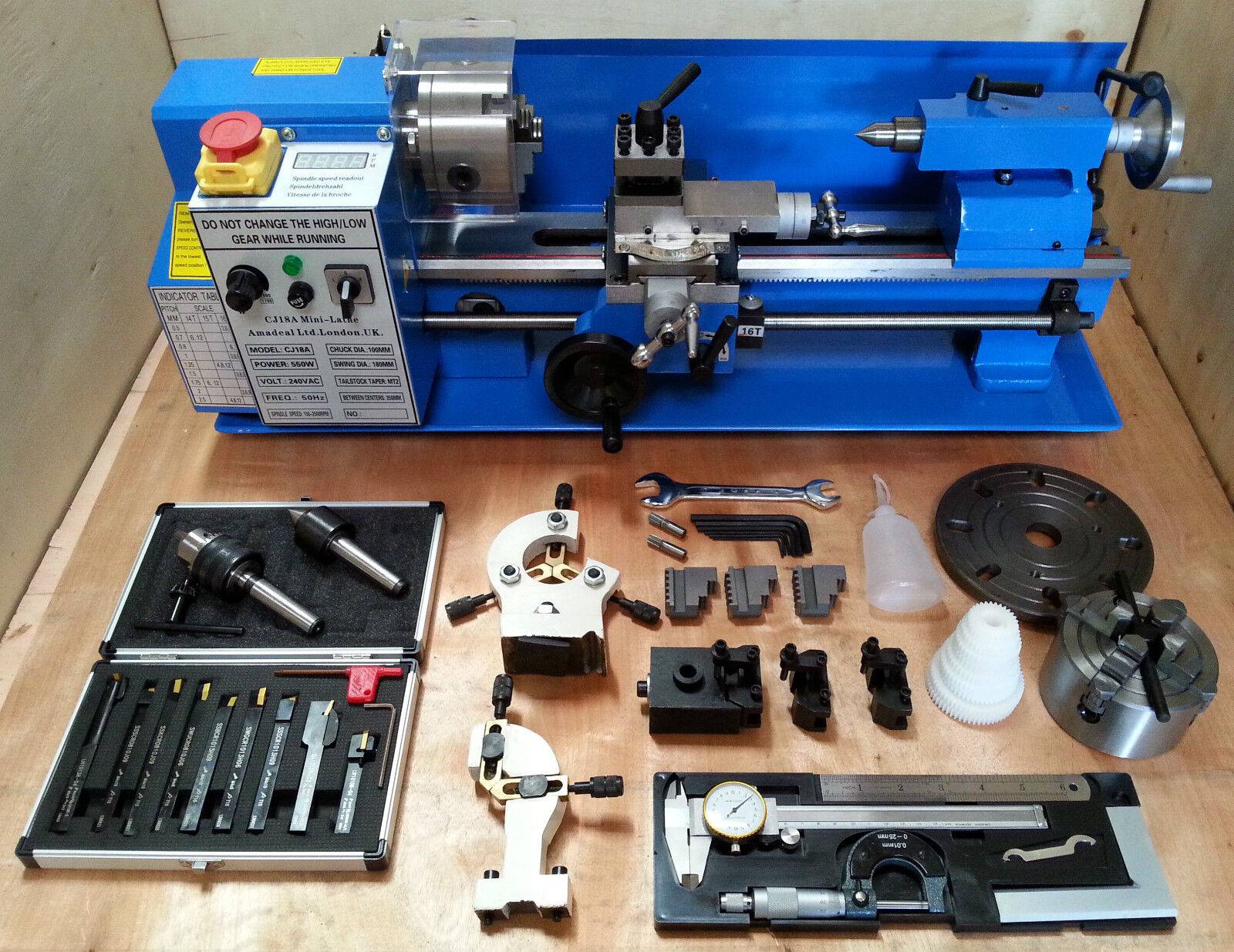

Возможность дооснащения значительно облегчает работу, повышает качество и производительность. Дополнительная оснастка может быть разной, исходя из потребностей мастера:
- набор резцов;
- люнет;
- фрезерная голова;
- резцедержатель;
- токарный патрон;
- цанговый патрон;
- вращающийся центр.
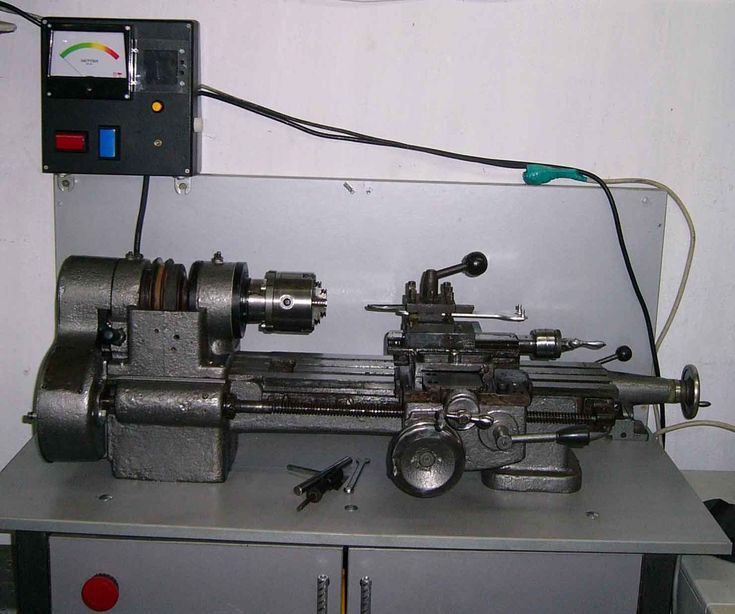
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
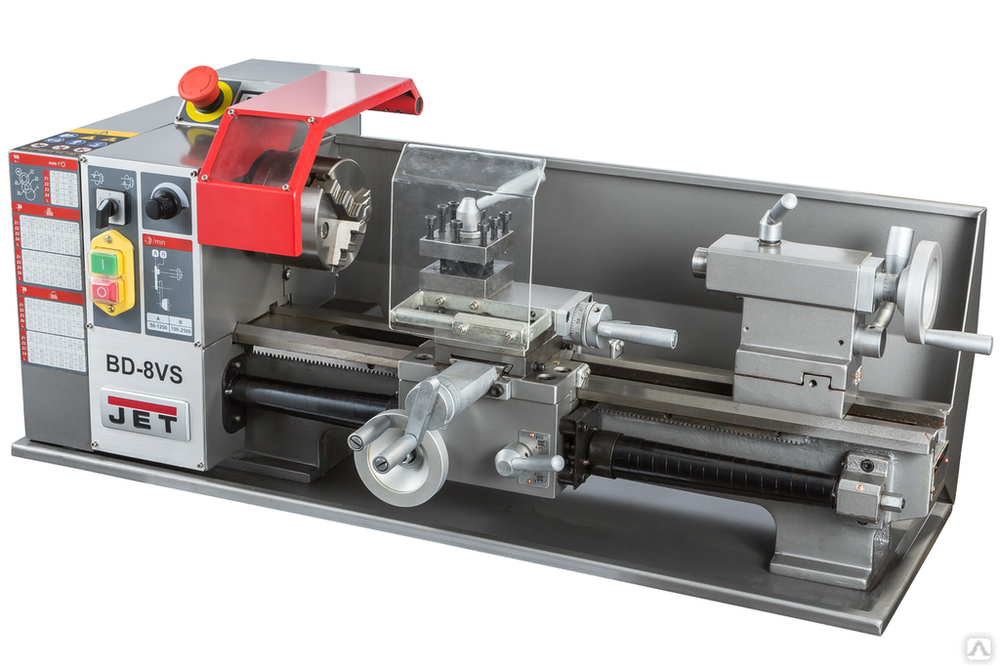
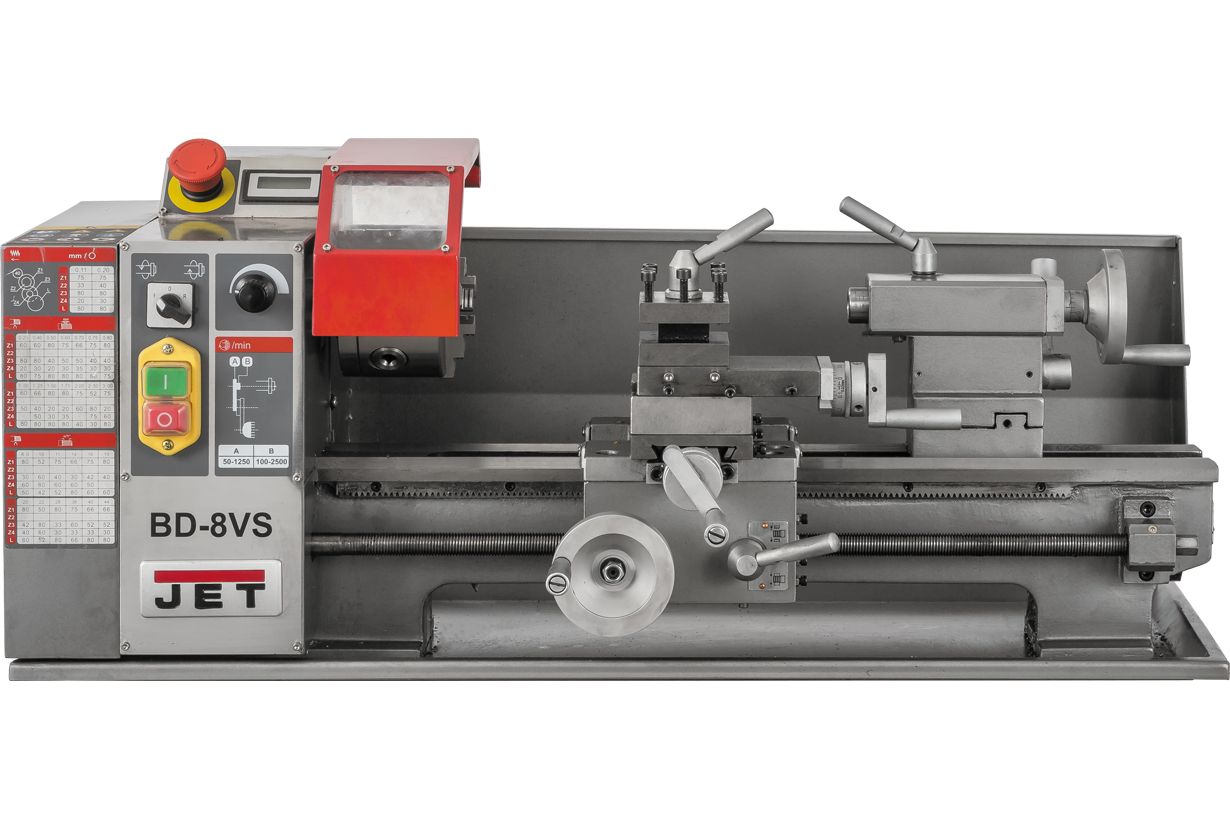
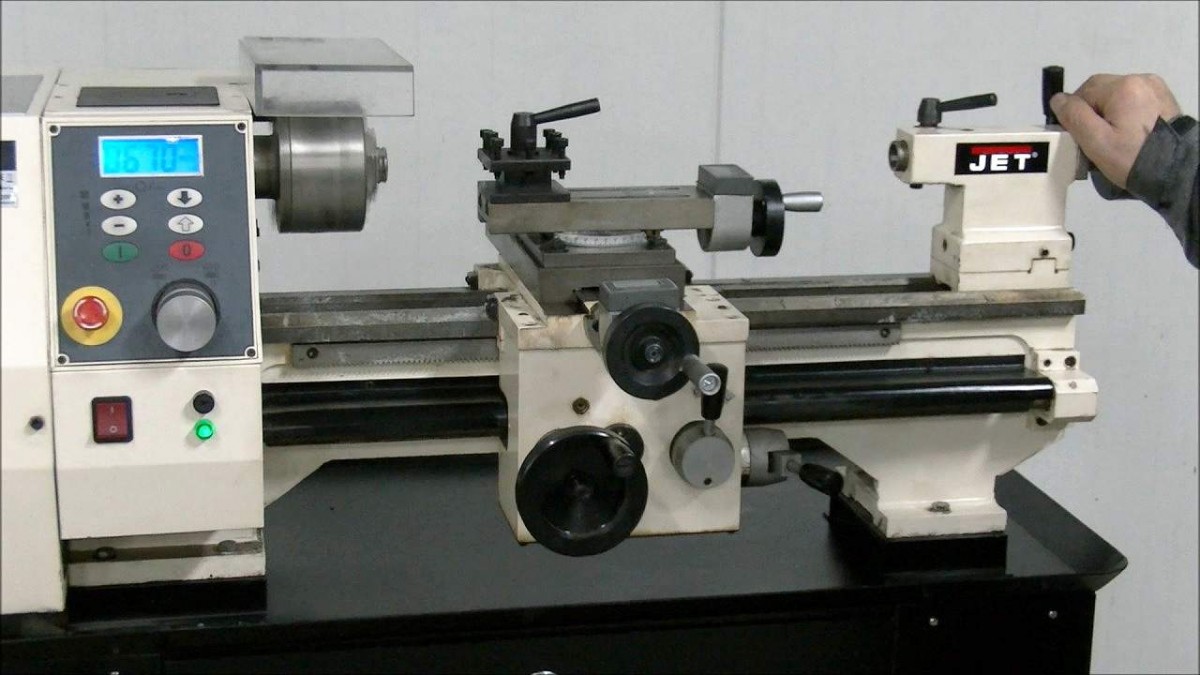
JET BD-X7 50000900MX
Рейтинг: 4,4
Производство: Швейцария и Китай
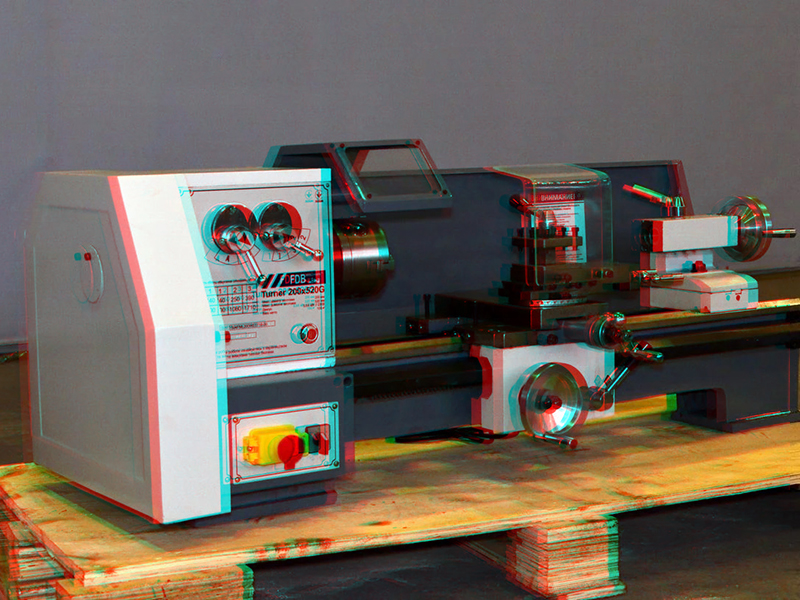
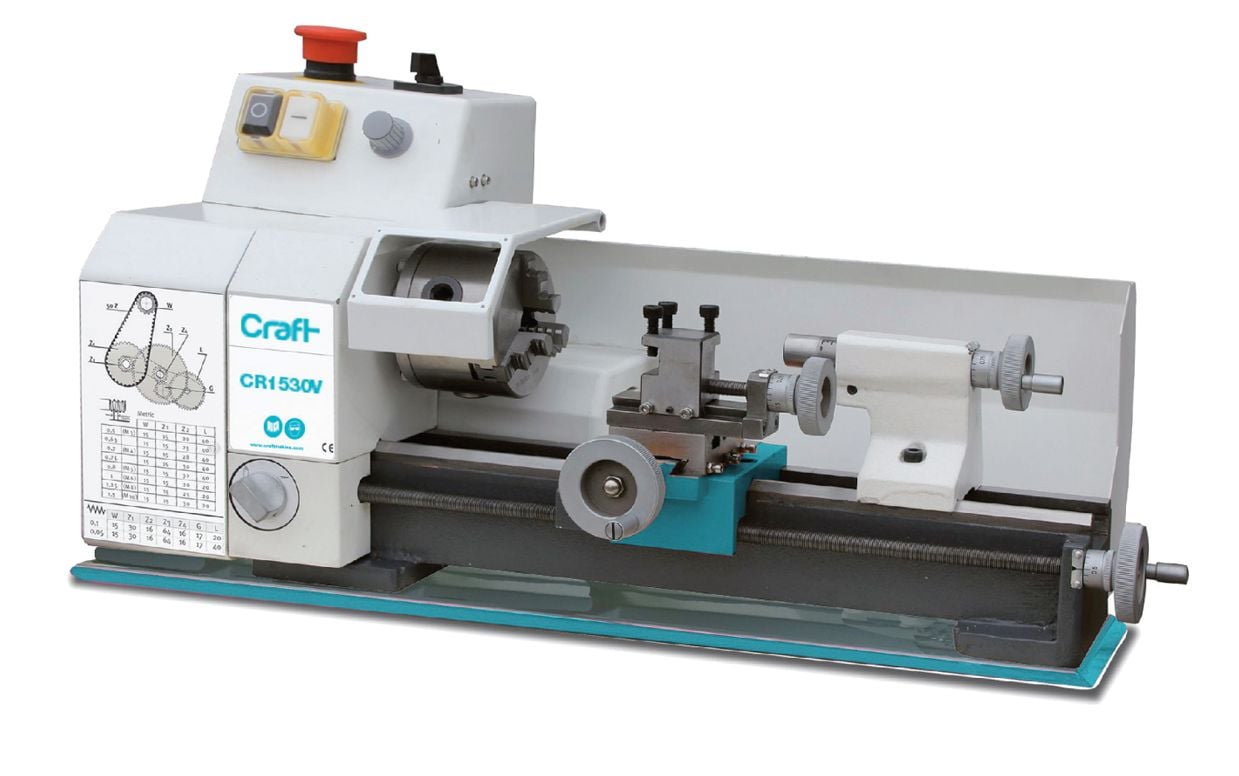
Станок, сочетающий в себе богатый ассортимент функций при относительно невысокой цене. Мобильная модель весом всего 50 кг работает от сети 220 В, устанавливается на стол или верстак.
Шпиндель вращается со скоростью до 2500 оборотов в минуту. Производительность обеспечивается мотором мощностью 750 Вт, подача суппорта автомат. Возможна нарезка резьбы диапазоном от 2 до 16 мм при шаге 0,4-2,0 мм. Удобство в использовании как в гараже, так и в небольшой мастерской. Выдвижная пиноль на задней бабке, которая обеспечивает установку заготовки точно по центру, фиксируется с помощью небольшого рычажка. Качественная сталь, из которой выполнена зубчатая рейка, увеличивает срок службы станка. Органы управления расположены слева от места работы оператора, что облегчает доступ к ним и обеспечивает дополнительный комфорт в процессе работы. Два шкива со шкалами уточняют доводку в двух плоскостях: продольной и поперечной.
- Небольшой уровень шума.
- Легкость и мобильность.
- Продольная подача автомат.
- Высокая точность при пониженной мощности.
- Отсутствует система подачи смазочно-охлаждающей жидкости.
- Поперечная подача производится в ручном режиме.
Критерии выбора
Покупка хорошего токарного станка для работ по металлу – дорогостоящее ответственное дело. Перед принятием решения следует трезво оценить необходимость и параметры оборудования, чтобы окупить потраченные деньги и получить желаемую прибыль от бизнеса. Большим спросом для работы в быту или в мастерской пользуются универсальные модели с числовым программным управлением.







Выбор модели определяется объемом работ, максимальными длиной и диаметром заготовок, с которыми придётся иметь дело. От размеров деталей подбираются технические характеристики станка, указанные в техпаспорте.
Рассмотрим важные параметры при выборе токарного станка нужной модели:
Питание. Все токарные станки работают от переменного электрического тока. Большинство моделей для быта являются однофазными и подключаются к сети с напряжением 220 В. Но встречаются агрегаты, работающие от линии 380 В. Они более мощные, производительные, применяются в токарных цехах, автомастерских. Трёхфазное оборудование можно подключить к 220 В через специальные пускатели.
Мощность электродвигателя. Она определяет производительность оборудования, типы работ. Настольные модели имеют мощность до 400 Вт. Они имеют ограниченные возможности и набор операций. Промышленные, мощностью более 7000 Вт, справляются с работами любой сложности и точности.
Диаметр обработки над суппортом и станиной, высота центров станка и РМЦ (расстояние между центрами). Если детали имеют максимальную длину 450 мм, то РМЦ должно быть не менее 500 мм. Иначе деталь не поместиться в станок. Если максимальный диаметр заготовки 300 мм, то диаметр обработки над суппортом должен быть больше этого значения. Иначе деталь заблокирует работу станка.
Масса. Бытовые станки весят в 50-200 кг. Есть мини-модели весом 30 кг. Они не занимают много места, имеют ограниченный функционал, низкую точность работы. Оптимальный вес для бытового оборудования – не менее 80 кг. При таком весе станок обеспечит высокое качество обработки, будет иметь необходимый набор функций.
Габариты. Для бытового оборудования этот показатель играет важную роль. Это стационарный агрегат, которому обычно отводится определённое место в помещении. Его располагают так, чтобы на нём было удобно работать, чистить, обслуживать с соблюдением правил техники безопасности.
Количество скоростей и способ их регулировки. Переход от одной скорости к другой может быть плавным или ступенчатым. Скорости определяются частотой вращения шпинделя. Максимальное число оборотов влияет на скорость обработки деталей. Средняя частота вращения – 500-2500 об/мин. Оптимальное для работы количество скоростей при ступенчатой регулировке равно 10-15.
Перечень операций. Показатель определяет необходимость приобретения нужной модели. Возможность расширения функций за счет покупки дополнительного оборудования повышает ценность агрегата.
Литая станина. Она должна быть без трещин и сколов, чтобы выдерживать максимальную нагрузку на оборудование. Чугун – оптимальный сплав для изготовления станины.
Обратный ход. Функция, которая отсутствует в некоторых моделях. Её наличие облегчает работу с металлом.
Гарантия и ремонт. Любой механизм может дать сбой, поэтому наличие гарантии на узлы и детали имеет большое значение. Профилактическое обслуживание, возможность ремонта – дополнительные преимущества того или иного бренда.
Цена. Мощность, габариты, количество функций, производительность, бренд – основные факторы, определяющие цену токарных станков. Продукция малоизвестных производителей может не уступать по качеству известным брендам, но выигрывать в цене.