

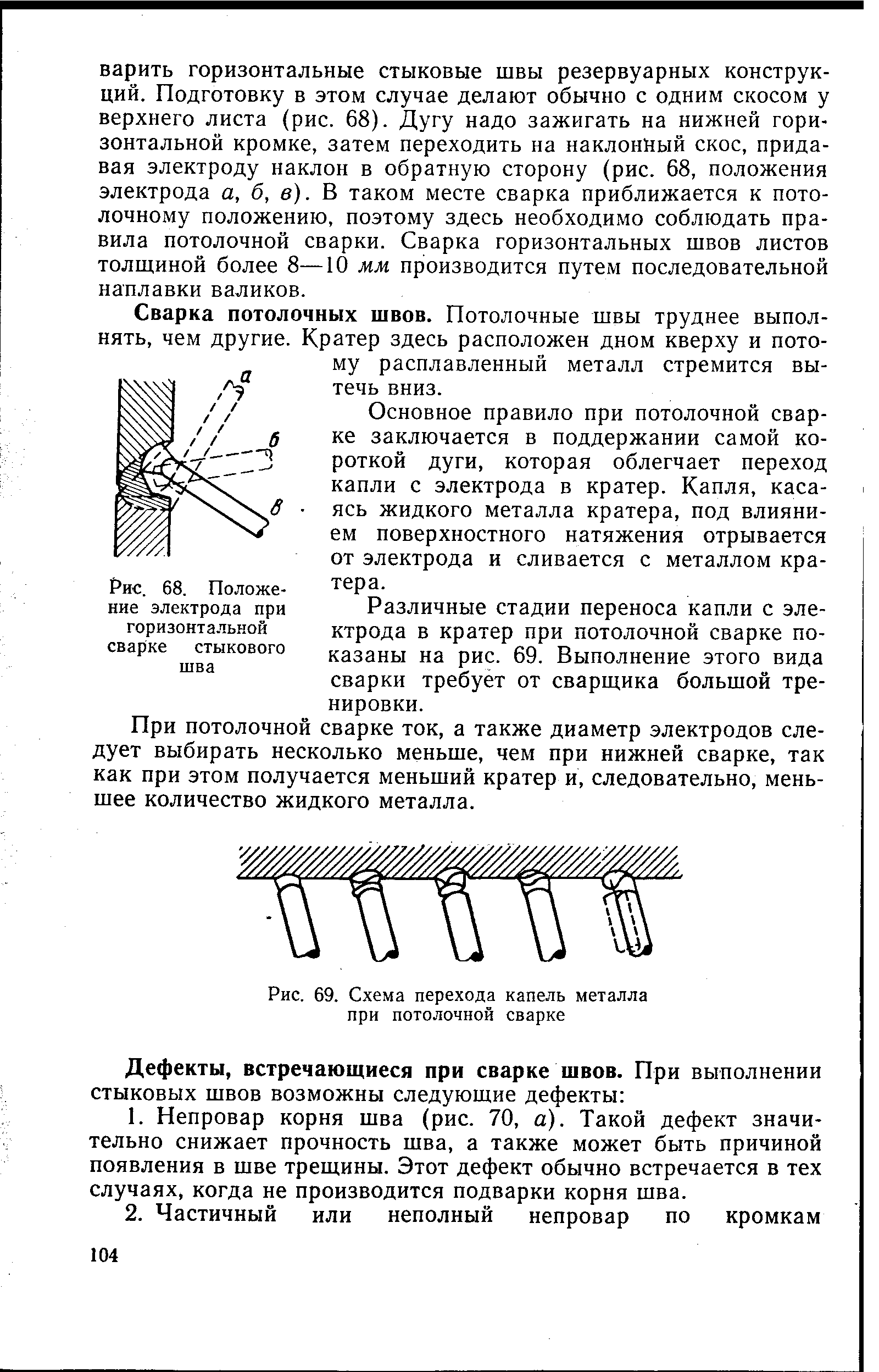
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
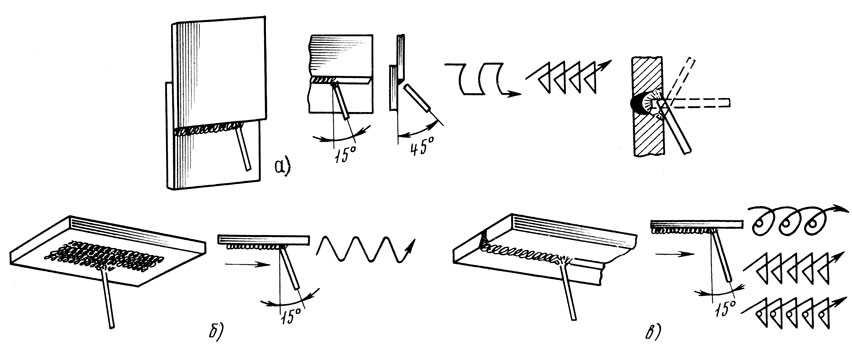
Рабочие методики
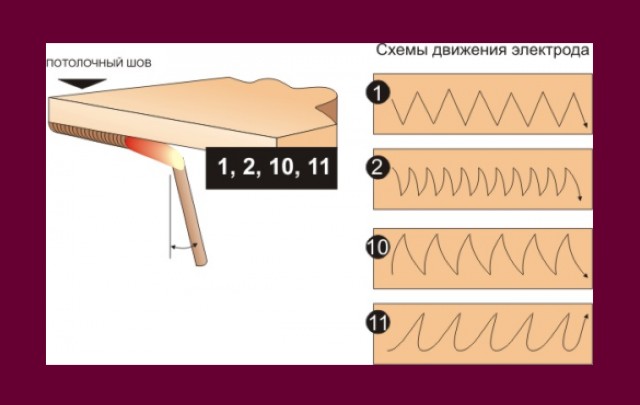
Работа дуговой сваркой может выполняться в следующих техниках:
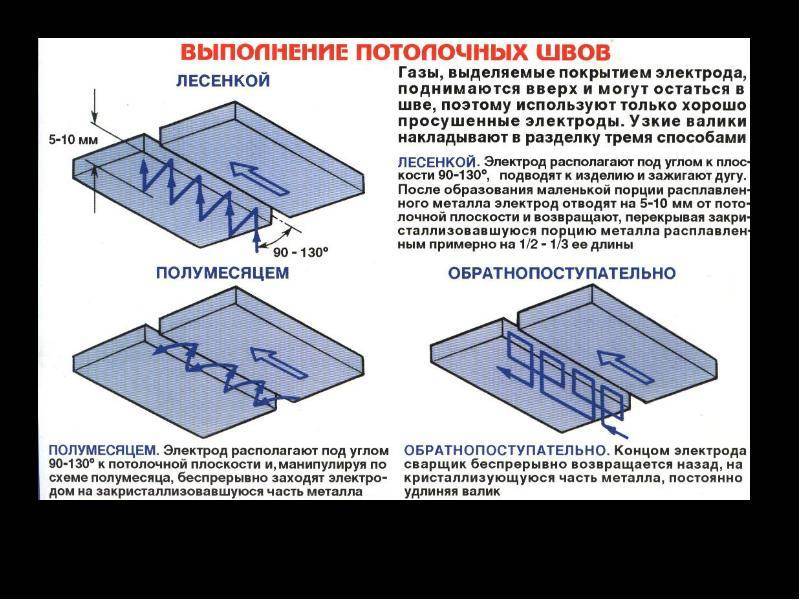
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
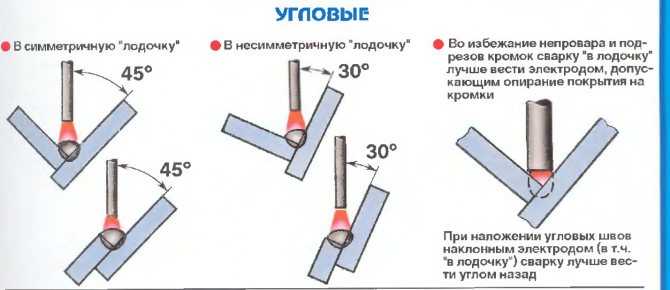
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников. Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя. Инвертор необходимо отсоединять от сети, если он не используется
Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети
Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты
В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике. Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями. В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.

Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.


У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели. Применяется для создания каркасов, резервуаров.
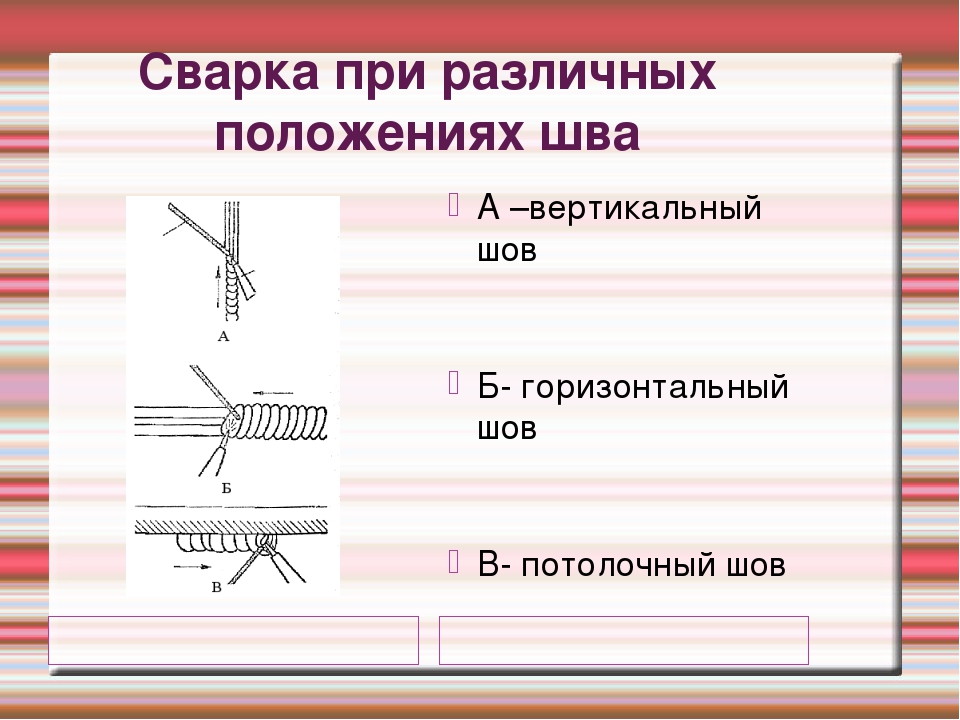
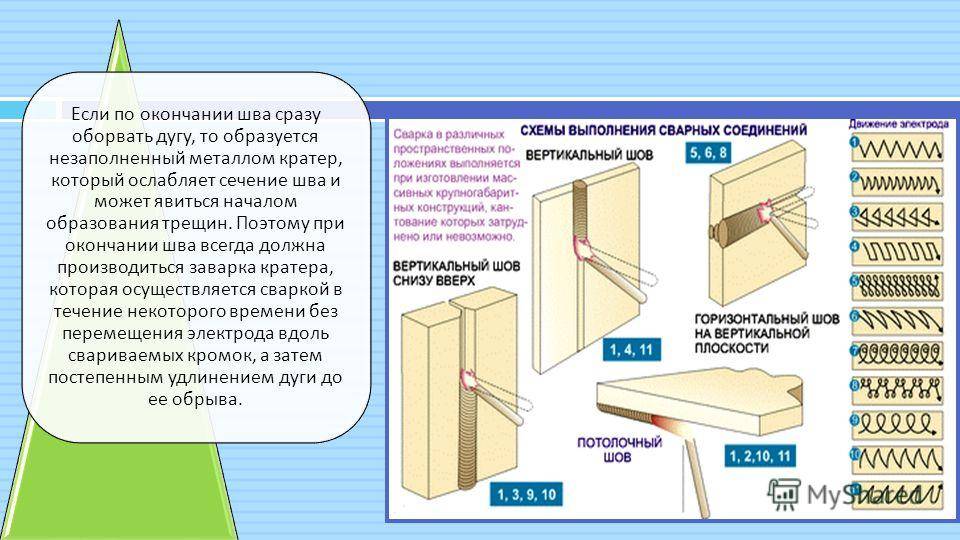
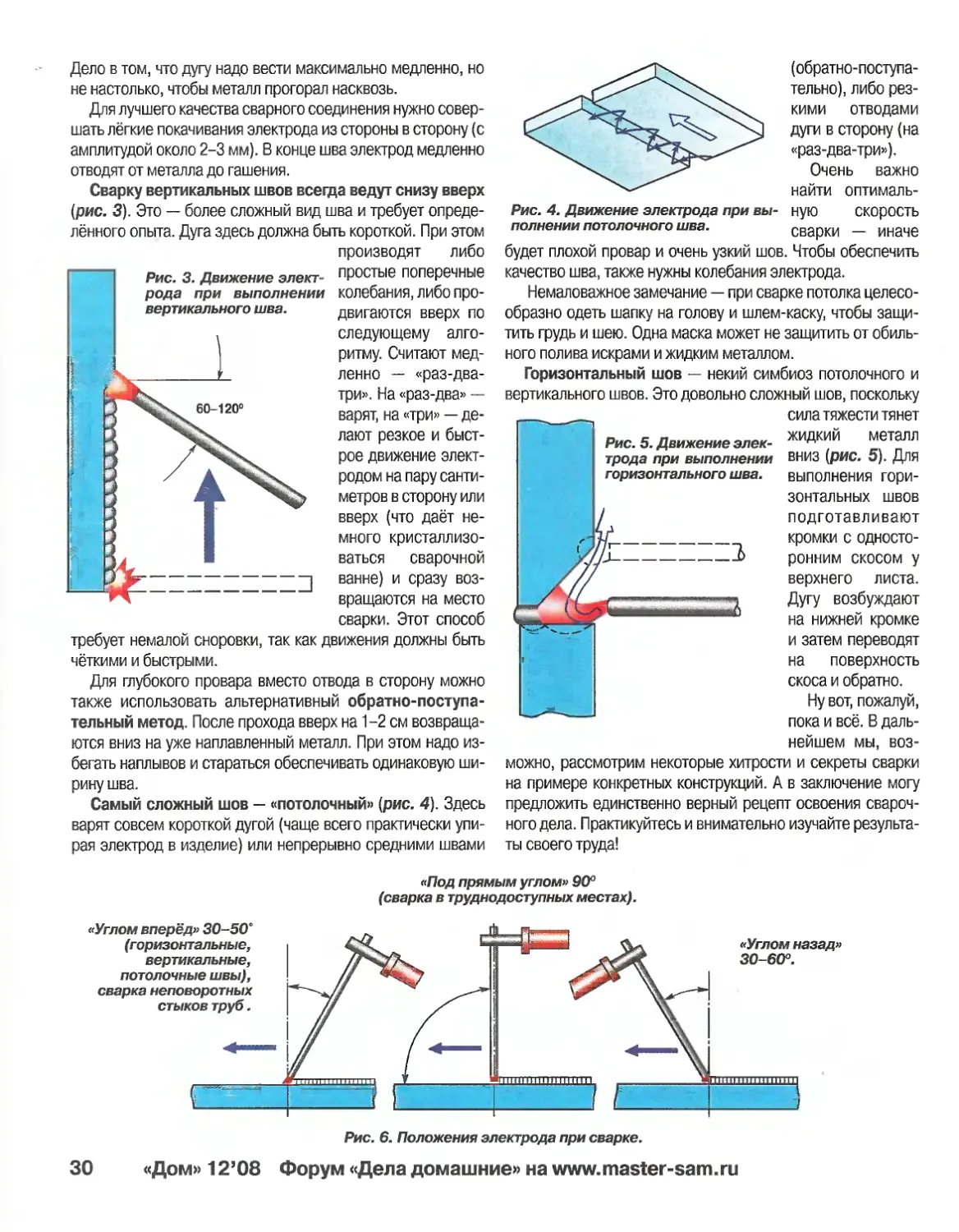
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру
Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов
Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора
Самое важное – не допускать образования подрезов кромок и подтеков металла.
Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления)
Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 Движение электрода при сварке вертикального шва
Движение электрода при сварке вертикального шва
Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Общие требования к сварке потолочных швов
Сварочные работы по потолочным швам могут характеризоваться целым рядом отличительных особенностей, напрямую влияющих на конечный результат. Для того чтобы получить отличный результат даже при производстве потолочных работ, специалисты советуют следовать следующим рекомендациям:
Для изготовления потолочных швов сила тока сварочного аппарата должна быть несколько выше, чем для тока, используемого при изготовлении вертикальных соединений и пониже тока, нужного для лежащих горизонтально швов;
Оптимально использовать электроды с размерами в диаметре 3-4 мм;
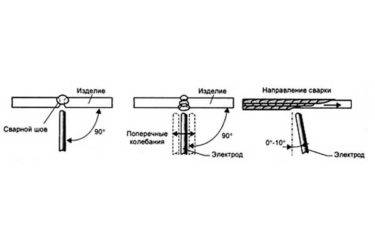
Многое будет зависеть и от угла наклона, специалисты рекомендуют нагибать электродный стержень до угла в 80-90 градусов;
Если необходимо получить вдавленные или «нормальные» валики, сварочные работы необходимо делать с углом в 90 градусов или «углом наружу»;

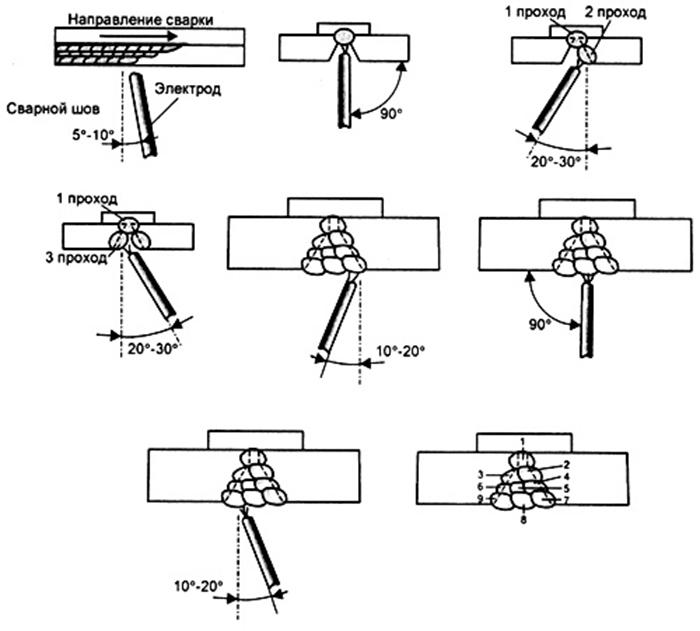
Не менее важно и направление сварки. При выполнении стыковых соединений, работу лучше всего производить в свою сторону, это позволит более тщательно контролировать формирование сварного шва, угол наклона электродного стержня и длину дуги;. Движение электродным стержнем рекомендуется производить «лестницей» или «дугой наружу»;
Движение электродным стержнем рекомендуется производить «лестницей» или «дугой наружу»;
Контроль над получаемым швом. Сварщики советуют делать ширину швов в 1-3 диаметрального размера электрода. Если ширина будет больше, то велик риск появления подтёков, перепадов, горбов и подрезов.
Сварка стыковых соединений в потолочном положении
Корень шва
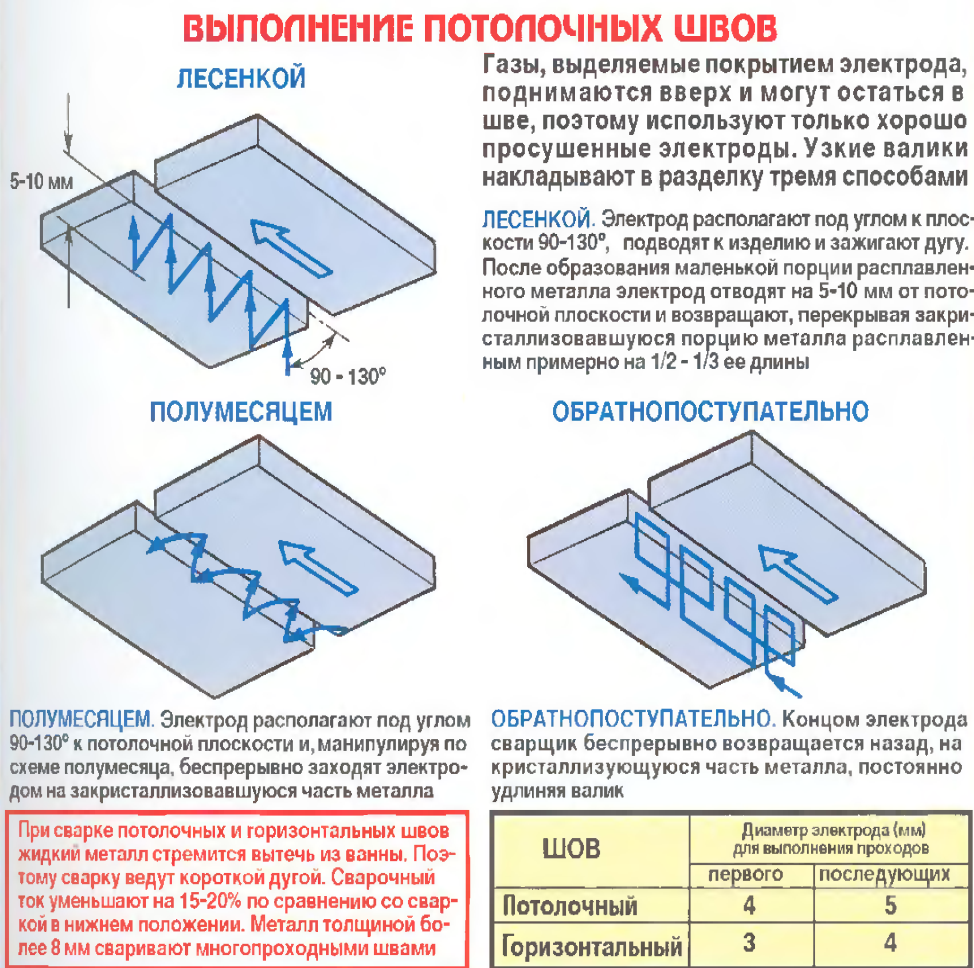
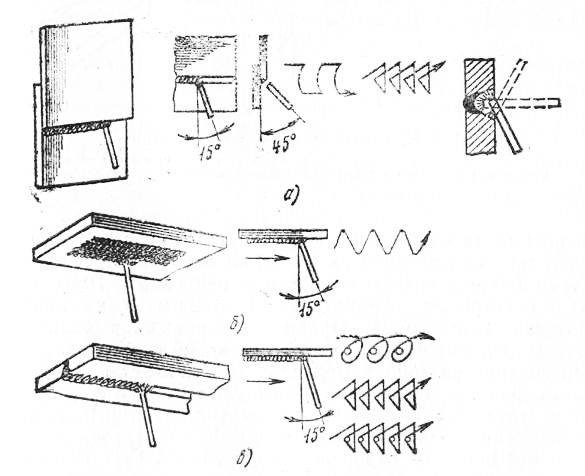
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов
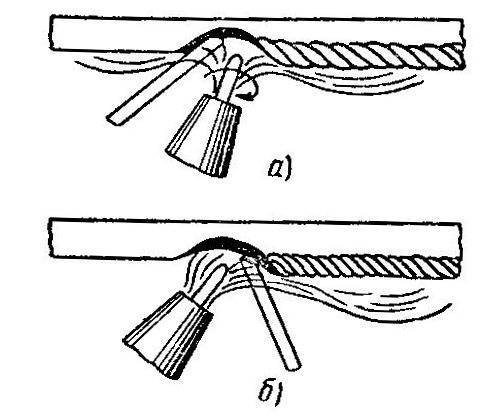
Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.
2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика
Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах
Заполнение разделки
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).
Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.


Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Тудвасев В.А. «Рекомендации сварщикам».
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.

Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
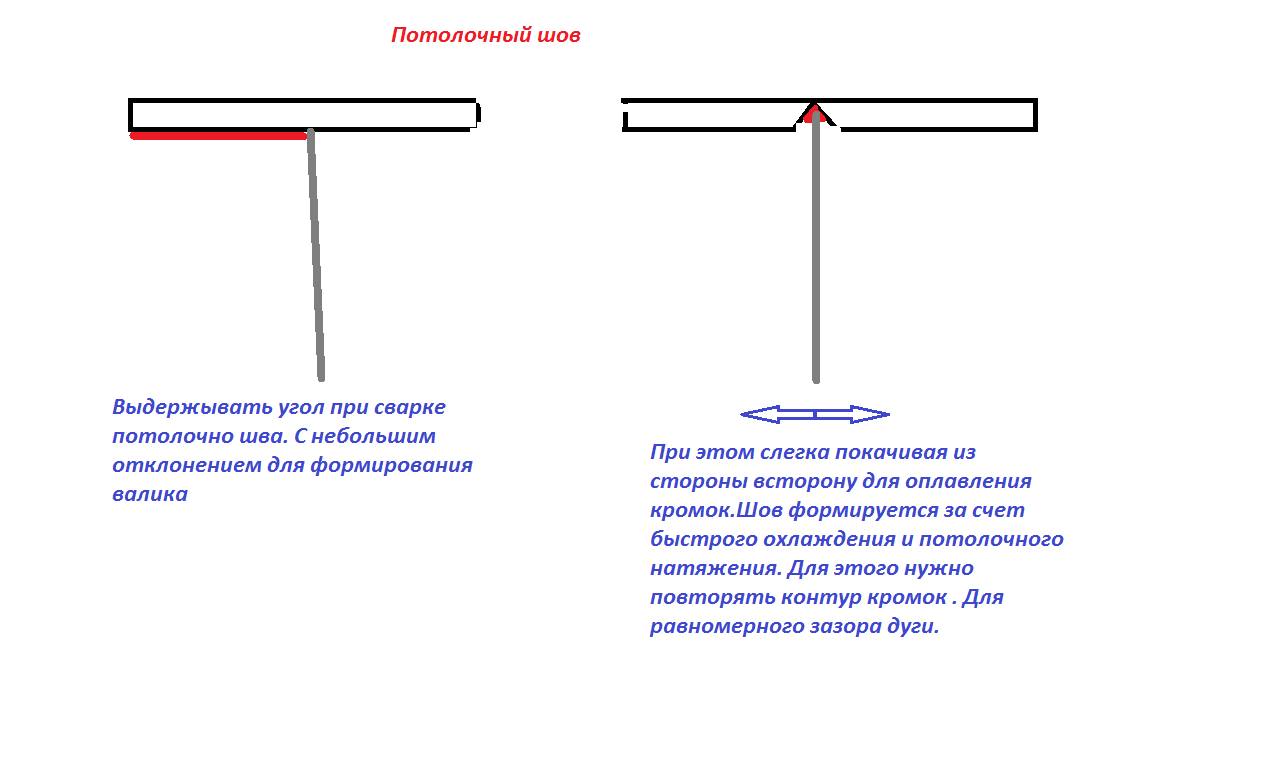
Потолочный шов дуговой сваркой
В большинстве случаев, трудности возникают тогда, когда выполняется потолочный шов дуговой сваркой. Сама по себе ручная дуговая сварка самая сложная в освоении. Особенно сложна техника сварки потолочного шва.
Прежде чем, как начать варить потолочный шов, необходимо определиться с диаметром электрода. От диаметра электрода будет зависеть размер ванны. Чем больше ванна, тем сложнее в ней будет удержаться расплавленному металлу. Чтобы металл не вытекал, придётся увеличивать скорость сварки.
При использовании электродов диаметром до 3 мм металл будет легче контролировать. Поэтому скорость сварки будет оптимальная, достаточная для хорошего проплавления шва.
Как видите, скорость сварки влияет на то, будет ли сильно течь металл ил нет. Если скорость перемещения слишком мала, гравитация будет стараться, чтобы металл вытек из расплавленной ванны.
Укладывать каждый шов нужно так, чтобы капля металла не смогла упасть на вас. Если капля металл упадёт на вас, то она может прожечь не только защитную одежду, но и ту одежду, которая под ней.
Чтобы этого не происходило, вам следует найти баланс между быстрой и медленной скоростью перемещения электрода. Шов должен не только правильно формироваться, но и полностью сваривать детали между собой.
Выполняя потолочный шов дуговой сваркой, необходимо выставить правильные режимы: напряжение и силу тока. При небольшом напряжении дуги, длина дуги уменьшается. Это позволяет снизить разбрызгивание металла. Короткой дугой легче управлять, а значит, вы более точно контролируете процесс формирования шва.
Сила тока влияет на проплавление металла и на его разбрызгивание, особенно потолочных швов дуговой сваркой. Чем больше сила тока, тем больше тепла передаётся в металл.
Сила тока должна быть слегка заниженной, по сравнению со сваркой в вертикальном положении. При этом дуга может гореть не стабильно и зажигать дугу также будет сложнее. Поэтому не стоит слишком уменьшать силу тока. Рекомендуемые режимы в потолочном положении шва, вы можете узнать на упаковке от электродов. Производитель электродов всегда оставляет рекомендации по режимам, в зависимости от пространственного положения шва.
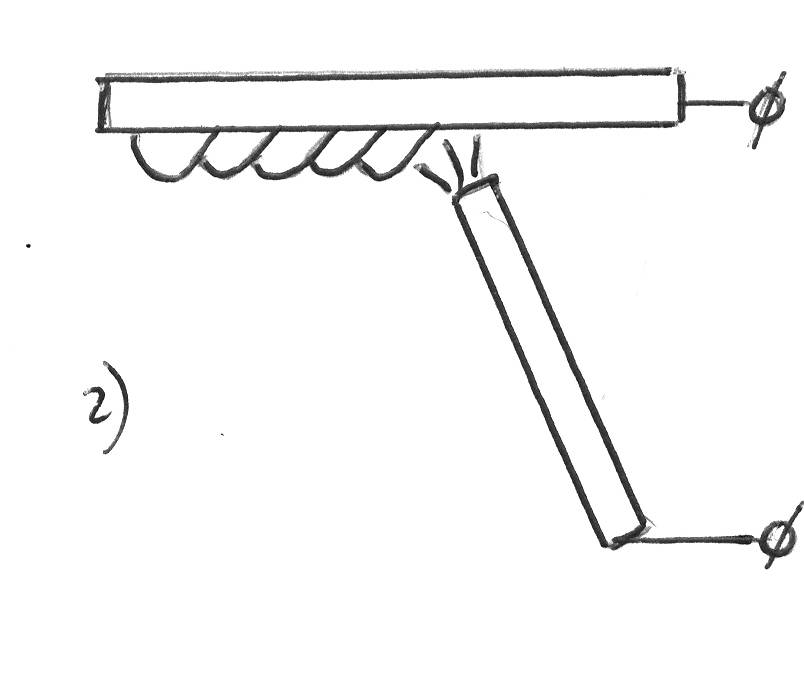
Лучше всего сварку потолочных швов ручной дуговой сваркой выполнять прерывистым швом лодочкой. Это снизит вытекание металла из шва, так как шов будет успевать кристаллизоваться.
Для начала нужно определиться с границами будущего шва. Зажигание дуги должно производиться на одной из границ шва. Движением «лодочкой» переносим дугу на другую сторону шва. Обрываем дугу на предполагаемой границе будущего шва. Для этого отводим электрод на себя, чтобы дуга сама оборвалась. Выдерживаем буквально 1 секунду и зажигаем касанием дугу в том месте, где её прервали. Так как электрод прогрет, дуга зажигается буквально от одного касания. Переносим снова дугу движением «лодочкой» на другую сторону шва и там снова на 1 секунду обрываем дугу. Такой техникой выполняются многие потолочные швы.

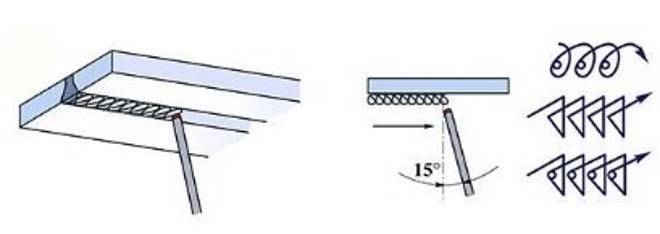
Сварка потолочного шва полуавтоматом
По сравнению с ручным дуговым способом, сварка потолочного шва полуавтоматом выполняется намного легче. Но тут и неудивительно, так как диаметр проволоки, обычно, не достигает 2,0 мм. Дуга возникает сама при замыкании конца проволоки или от нажатия на кнопку расположенной на горелке. Тут всё зависит от модели полуавтомата.
При сварке потолочного шва полуавтоматом, необходимо выставить оптимальную скорость подачи проволоки. Так как полуавтоматическая сварка MIG и так склонна к большому разбрызгиванию, скорость подачи проволоки должна быть минимальной.
Ещё одно неудобство заключается в том, что при выполнении потолочных швов, сопло сварочного пистолета будет засоряться брызгами очень быстро. Это приводит к тому, что защитный газ будет плохо защищать сварочную ванну. Поэтому при сварке потолочного шва полуавтоматом, периодически нужно прочищать сопло горелки.
При сварке швов в потолочном положении, большая часть защитного газа будет перемещаться вверх и в сторону. Поэтому для полной защиты сварочной ванны, необходимо увеличить подачу газа. Это можно сделать с помощью регулятора расхода газа.
Очень важно при сварке потолочных швов выдержать правильный угол наклона горелки. Горелка не должна перекрывать обзор сварщику. Угол наклона горелки должен быть 10-15 градусов относительно перпендикулярной поверхности изделия
Угол наклона горелки должен быть 10-15 градусов относительно перпендикулярной поверхности изделия.
Если правильно выставить подачу проволоки, режимы и угол наклона, тогда разбрызгивание металла при сварке потолочного шва полуавтоматом можно снизить в разы.
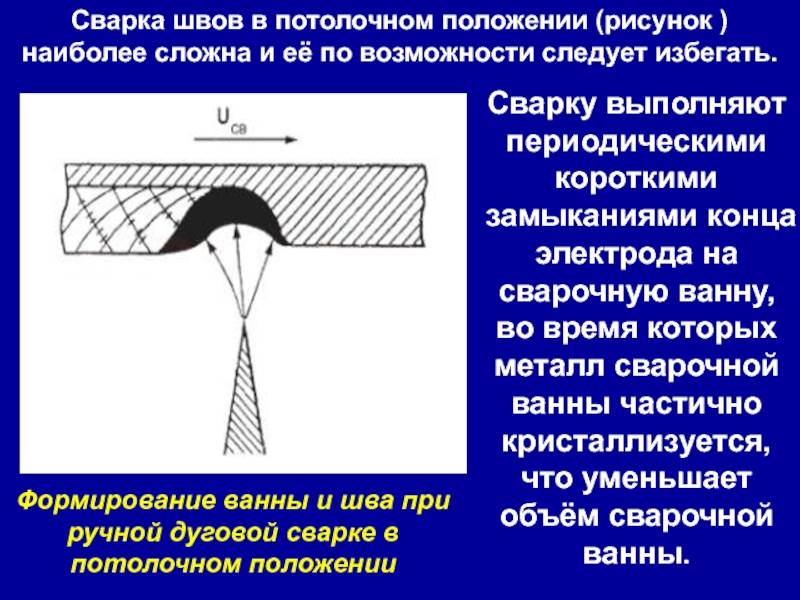
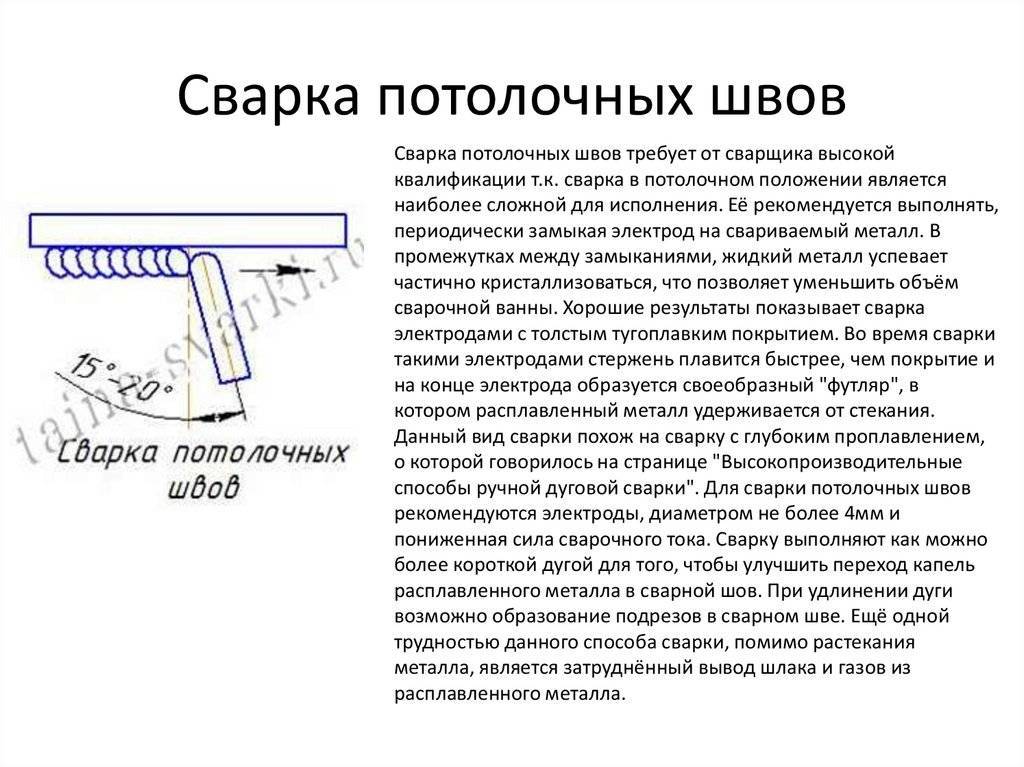
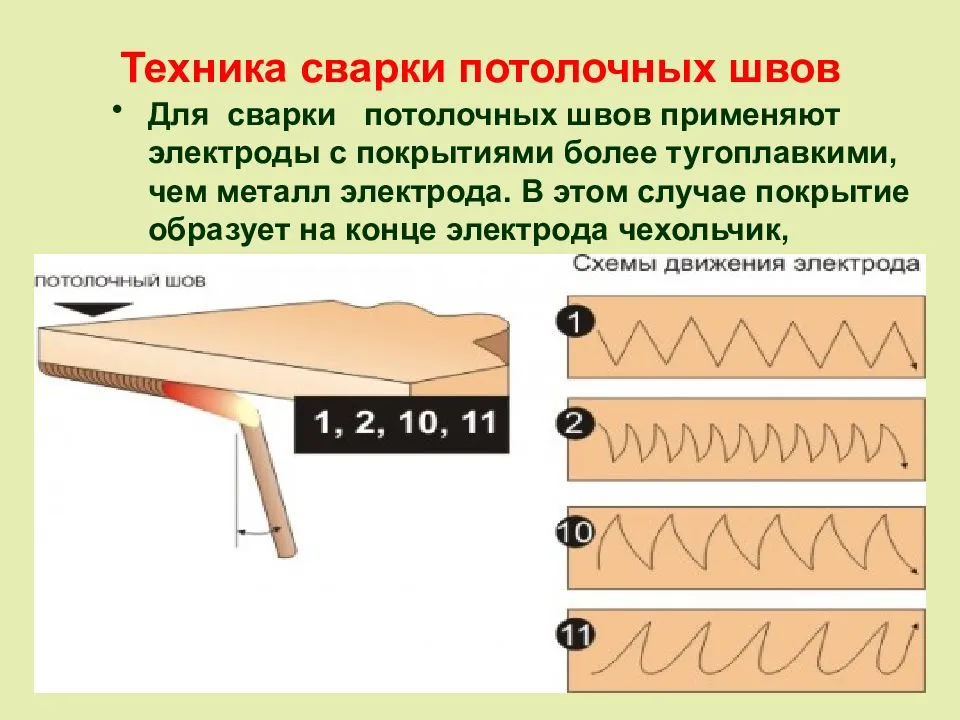
Сварка потолочных швов
Сварка
потолочных швов требует от сварщика высокой квалификации т.к. сварка
в потолочном положении является наиболее сложной для исполнения. Её рекомендуется
выполнять, периодически замыкая электрод на свариваемый металл. В промежутках
между замыканиями, жидкий металл успевает частично кристаллизоваться, что позволяет
уменьшить объём сварочной ванны.
Хорошие результаты показывает сварка электродами с толстым тугоплавким покрытием.
Во время сварки такими электродами стержень плавится быстрее, чем покрытие и
на конце электрода образуется своеобразный “футляр”, в котором расплавленный
металл удерживается от стекания. Данный вид
сварки похож на сварку с глубоким проплавлением, о которой говорилось на
странице “Высокопроизводительные
способы ручной дуговой сварки”.
Для сварки потолочных швов рекомендуются электроды, диаметром не более 4мм
и пониженная сила сварочного тока. Сварку выполняют как можно более короткой
дугой для того, чтобы улучшить переход капель расплавленного металла в сварной
шов. При удлинении дуги возможно образование подрезов в сварном шве. Ещё одной
трудностью данного способа
сварки, помимо растекания металла, является затруднённый вывод шлака и газов
из расплавленного металла.
Дополнительные материалы по теме:
Сущность | Технология ручной дуговой сваркиСварка стыковых швовТехника ручной дуговой сварки |
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла. Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.



Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Идеальный угол или облом
Потолочные карнизы для штор фото и виды какие бывают карнизы для штор потолочные, и как их подобрать для натяжного или обычного потолка Не пугайтесь, все в порядке! Обломом в архитектуре называется декоративный элемент различный по своему поперечному сечению.
Многие слышали такие термины:
- Карниз;
- Потолочный плинтус;
- Багет;
- Бордюр.
Потолочный плинтус
Однако, профессиональные строители, обычно называют этот элемент – галтель (она же планка, прикрывающая стык между стеной и потолком). Существует множество материалов, из которых изготавливают этот декоративный элемент. Это может быть и классическая гипсовая лепнина (есть мастерские, которые до сих пор делают ее вручную), и дерево, и современные пластиковые галтели, и даже роскошный мрамор.
В зависимости от материала отличаются и способы монтажа. Если пластиковые детали приклеиваются, то дерево, гипсовая лепнина и другие более тяжелые материалы крепится на гвозди или шурупы.
Галтель на потолок





