

Введение
Разработка национального стандарта осуществлена для создания современной отечественной нормативной базы в области сварки. Его введение позволит повысить конкурентоспособность отечественного оборудования, совместимость и взаимозаменяемость продукции, процессов и услуг, а также уровень гармонизации отечественной нормативной базы с международными и региональными стандартами.
Проект национального стандарта разработан на основе аутентичного перевода на русский язык стандарта Немецкого союза по сварке и смежным технологиям DVS 2207-15.
Из текста стандарта исключены ссылки на стандарт Немецкого союза по сварке и смежным технологиям и раздел «Пояснения», содержащий рекомендации по возможности изменения настоящего стандарта с учетом тенденций совершенствования процессов сварки нагретым инструментом.
IV
СВАРКА ТРУБ, УЗЛОВ ТРУБОПРОВОДОВ И ЛИСТОВ ИЗ PVDF (ПВДФ) НАГРЕТЫМ
ИНСТРУМЕНТОМ Welding of thermoplastics — Heated tool welding of pipes, pipeline components and sheets out of PVDF
Дата введения — 2013—01—01
Пайка труб из полипропилена — поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
1. Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:
Труборез, обычно для обрезки труб используют ножницы с предельно допустимым диаметром реза 40 мм, для больших размеров применяют более мощные ножницы или роликовые резаки.
Рулетка для измерения размеров, маркер или карандаш для отметки длины на трубной оболочке.
Перчатки для защиты рук от ожогов во время работы.
Уровень для проверки горизонта при установке водорозеток.
Отвертка или шестиганный ключ для фиксации насадок на нагревательном утюге.
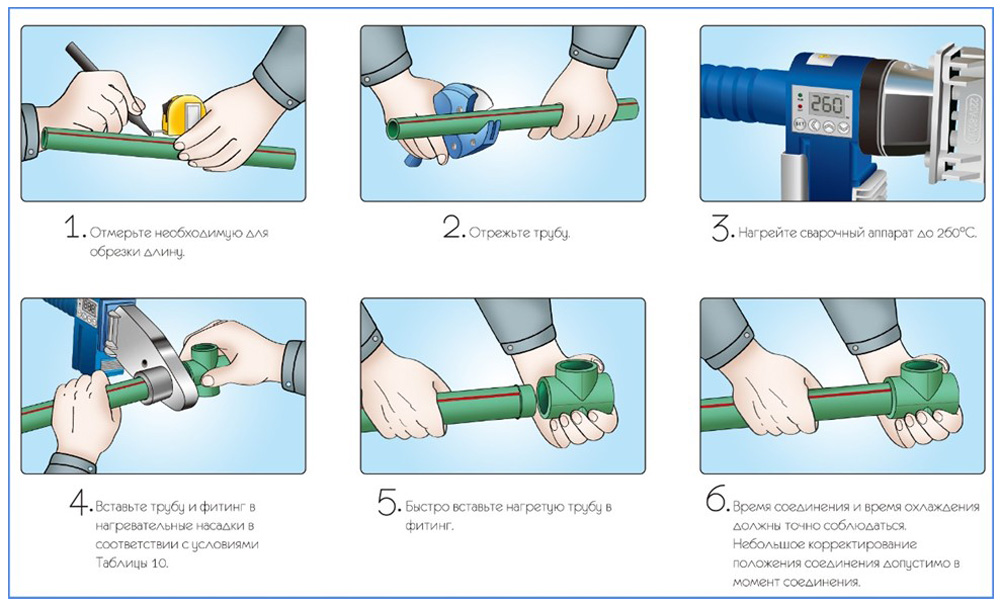
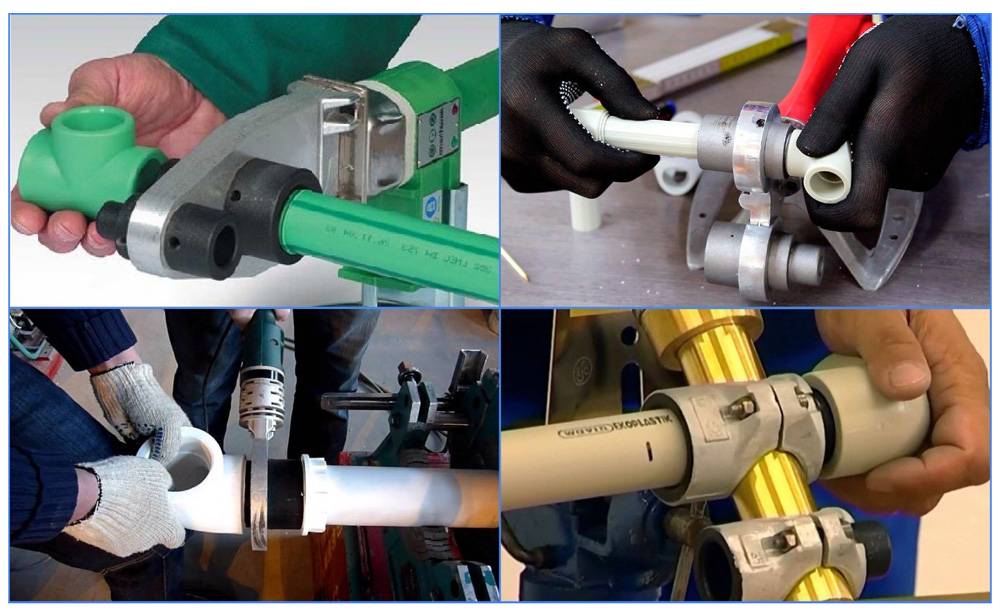
Рис. 10 Основные этапы сварки ПП
2. Разметка и нарезка
Для удобства работы освобождают пространство посередине помещения и устанавливают стол на удобной высоте, все элементы раскладывают по периметру комнаты согласно схеме, после чего начинают их последовательную обрезку с пайкой. Если трубопровод проходит по периметру помещения, укладку начинают с торцевой стены — так удобнее проводить монтаж. Работы ведут в следующей последовательности:
Отмеряют нужный отрезок трубы и ставят метку на ее поверхности маркером или карандашом, отступив от торца расстояние с учетом глубины нагрева.
Обрезают трубу ножницами для полипропиленовых труб, стараясь точно выдержать угол под 90 градусов. Если инструмент остро заточен, то на внутренних стенках не будет заусенец и труба сохранит свою геометрию.
Если труба на конце имеет небольшие неровности или заусеницы, то, в принципе, это не является большой проблемой, так как при нагреве трубы они все равно расплавятся.

Рис. 11 Пайка ПП труб – основные этапы
3. Пайка
Для спайки полипропилена в основном используют паяльники с плоским утюгом, работы проводят в следующем порядке:
Подсоединяют к аппарату две части насадки на винт с помощью шестигранного ключа, подключают его к сети и включают нагревательный элемент или оба ТЭНа нажатием клавиш.
Выставляют терморегулятором необходимый температурный показатель, обычно ставится стандартная температура пайки полипропиленовых труб в 260 °С.
После того, как индикатор поменяет свой цвет на зеленый, сигнализирующий о достижении ТЭНом заданной температуры нагрева, начинают пайку. Вначале лучше провести пробные работы на коротких обрезках труб, после определения оптимального времени выдержки (для этого используется таблица пайки полипропиленовых труб) приступают к сварке основного трубопровода.
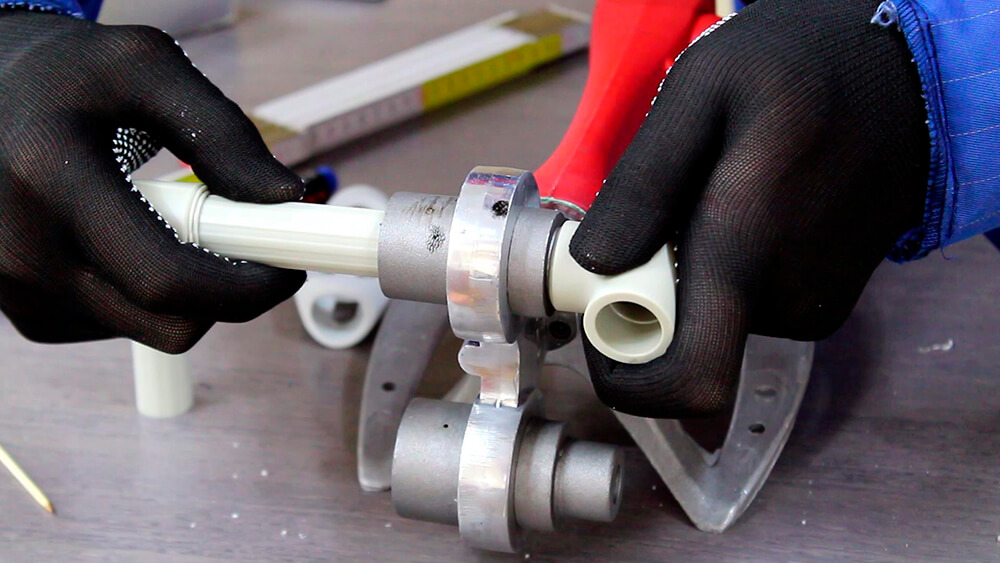
Наружные или внутренние поверхности соединяемых деталей помещают одновременно с двух сторон в нагревательные муфты, стараясь выдерживать строго горизонтальное положение деталей, для удержания короткой муфты используют перчатки, идущие в комплекте. По истечении определенного времени детали быстро извлекают из паяльника и соединяют друг другом в строго зафиксированном положении, стараясь удержать их на одной оси в течение положенного времени.
По истечении времени остывания узел готов к дальнейшей эксплуатации — впаивания в муфту второго трубного отрезка.
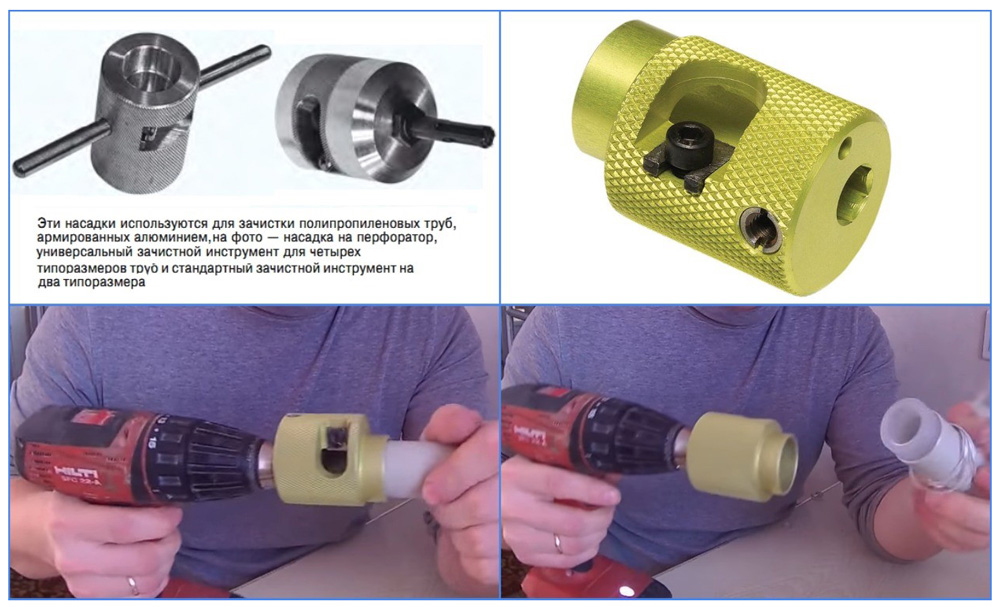
Рис. 12 Шейвера для снятия наружного армирования ПП труб и пример их использования
Как подготовить трубы

Режем трубу под 90 градусов
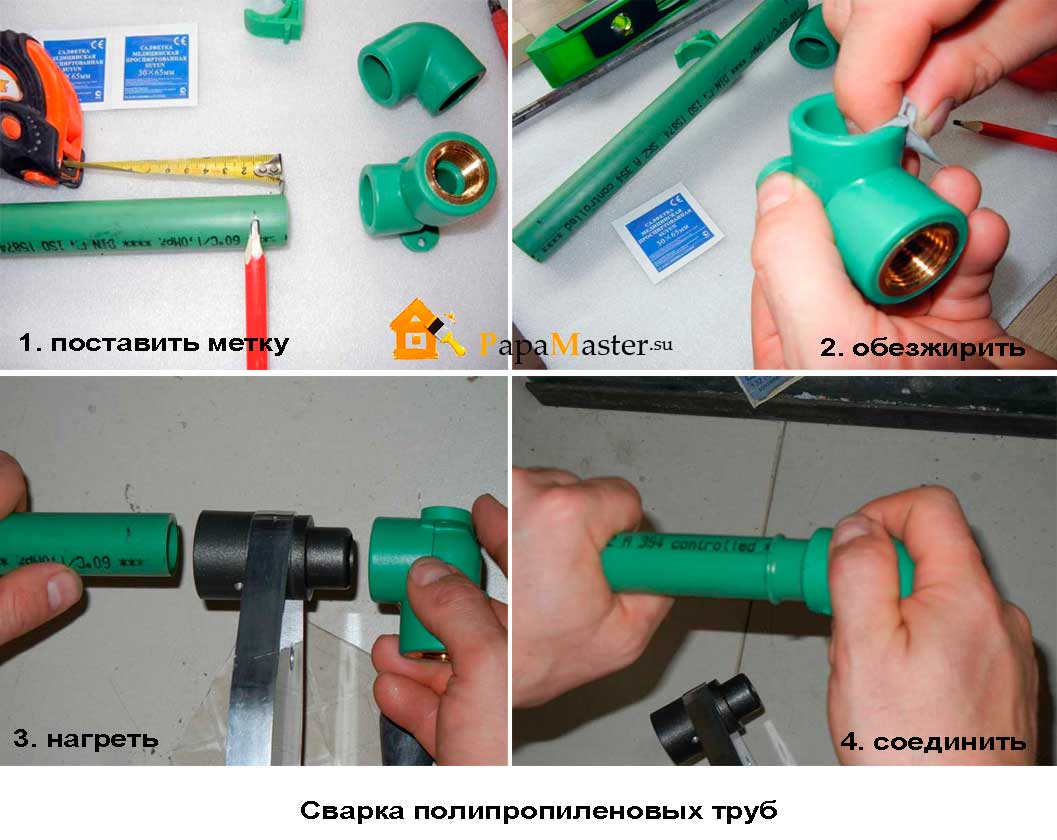
Замерив, нужный участок трубы, делается отметка маркером. Затем, труборезом или ножницами, которые следует располагать строго перпендикулярно к отрезаемой трубе, отрезается нужная часть изделия.

Зачищаем края трубы
Так как в армированной трубе присутствует алюминиевый слой, то необходимо избавиться от него. Дело в том, что со временем алюминиевая фольга станет разрушаться от соприкосновения с водой. Для этого, с помощью устройства для зачистки удалить верхний и фольгированный слои.
У элементов без армирующего алюминиевого слоя, отмечают глубину сварки на конце трубы, в зависимости от длины муфт.
Затем следует обезжирить места сварки с помощью спиртосодержащих жидкостей. Это сделает соединение более надежным и долговечным.
При этом следует внимательно осмотреть поверхность свариваемых труб. Любая, мельчайшая частица, которая попадет в шов, способна испортить не только этот стык, но и всю систему.
Инструменты для пайки полипропиленовых труб
Инструменты для пайки труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.



![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://remontgoda.ru/wp-content/uploads/1/c/b/1cbf15ab28c151518ccfcc9d47900e0b.png)




![[инструкция] пайка полипропиленовых труб | видео](https://remontgoda.ru/wp-content/uploads/7/1/0/710ae269086bc14b7c2e91d7b0abe9e8.jpeg)

При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре
Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко
Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно
Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
- Перед началом работы стыкующиеся элементы необходимо соответствующим образом подготовить – зачистить и обезжирить. Без предварительной обработки рассчитывать на качественное сварное соединение не приходится.
- В процессе выполнения разводки вы будете использовать не только трубы, но и различные дополнительные приспособления – поворотники, тройники, муфты и пр. Помните: трубы необходимо нагревать с внешней части, а все дополнительные элементы – с внутренней стороны. Не игнорируйте это правило, иначе готовые соединения будут непрочными и недолговечными.
- При выполнении сварки пластиковых труб своими руками, в особенности, если в процессе работы применяются мелкие детали, контролируйте, чтобы внутренние швы не уменьшали проходимость пластиковых изделий.
- Обычно такая проблема возникает в случае перегревания труб – внутри образуются слишком большие наплывы материала и отверстия закупориваются. Поэтому варить пластиковые трубы можно исключительно на допустимых температурах (указываются в инструкции к паяльнику). После завершения работы обязательно проверяйте трубы на проходимость. Для этого достаточно пропустить через изделие воду.
- Собранную систему можно заполнять водой не ранее чем через 1-1,5 часа после сварки составных элементов.
Необходимые инструменты
Подготовьте следующие приспособления:
- специальный аппарат для соединения пластиковых труб;
- насадки для применяемых труб;
- труборез либо специальные кусачки;
- шейвер (для металлопластиковых труб);
- инструмент для создания фасок.
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Технология сварки полипропиленовых труб вручную
Для того, чтобы сваривать ПП трубы, необходимо запастись необходимым оборудованием и комплектующими элементами. В первую очередь составляется подробный проект, определяется вариант сборки и принимается решение о том, как сваривать полипропиленовую трубу с фитингами и ответной частью трубопровода. Исходя из конфигурации и геометрической формы будущего трубопровода, определяется и сварка для полипропиленовой трубы, какая лучше подойдет для конкретного проекта и не повлечет за собой увеличение сметы строительства. Рассчитывается количество поворотных фитингов, тройников ответвления и соединительных муфт и порядок монтажа, он же — порядок сварки полипропиленовых труб.
Во время монтажа возможна корректировка разводки труб, но благодаря легкости соединения это не вызывает особых проблем.
Для ручного сваривания полипропиленовых труб не потребуется большого запаса инструментов и особых навыков. Точное соблюдение последовательности сборки дают возможность создать надежную водопровод или систему отопления, герметичную на всей протяженности.

Ручная сварка труб производится при помощи компактного нагревательного прибора
Инструменты и оборудование:
- ножницы или резак для пластиковых труб. Предпочтительнее ножницы гильотинного типа, с мощным лезвием и зубчатым узлом передачи усилия;
- инструмент для зачистки армированных труб из ПП. Представляет собой специальный резак, а в примитивном виде – прочный нож с удобной рукоятью и коротким лезвием;
- для обезжиривания поверхности целесообразно применять спиртовые компоненты. Как правило, используют этиловый (изобутиловый) спирт. Ацетон, весьма распространенный в качестве обезжиривающего средства для лакокрасочных материалов, не годится для ПП труб – он просто разрушает поверхность, делает ее рыхлой и непрочной;
- паяльник для полипропиленовых труб представляет собой нагреваемую до выбранной температуры (не менее 260 градусов по Цельсию) поверхность – дорн – на который крепятся насадки для труб и фитингов. Паяльники бывают трубообразной формы и в форме вытянутого молота. Трубообразным паяльником удобнее варить трубы в труднодоступных местах;
- обычная строительная рулетка поможет избежать перерасхода материалов. Правильно отмеренная длина участка сведет к минимуму количество подрезов и подгонок;
- шаблон в виде короткого отрезка трубы большего диаметра. Длина шаблона должна точно соответствовать глубине вхождения трубы в фитинг. Лучше и удобнее использовать шаблон с донышком. Стыковая сварка не требует применения шаблонов.
Если правильно соблюдается технология сварки полипропиленовой трубы для отопления, то после остывания сварного шва образуется ровный, аккуратный буртик, одинаковый по высоте на всей своей протяженности.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

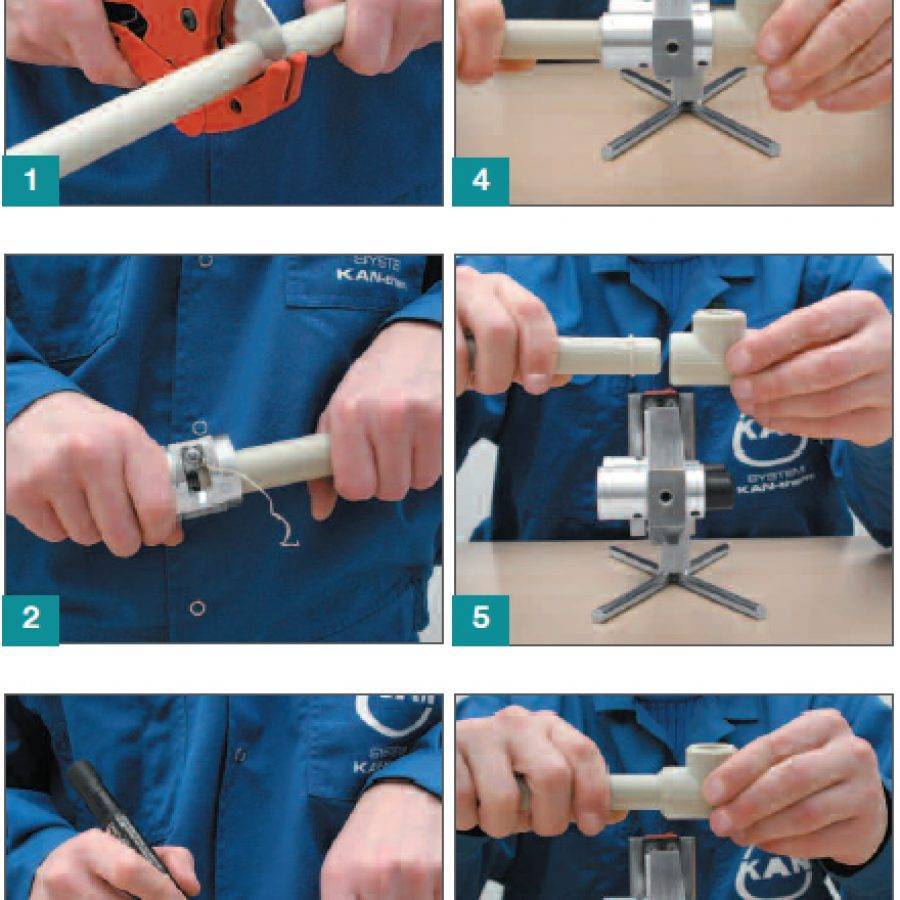
Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки
Процесс пайки происходит очень быстро, и если, допущена ошибка, то исправить ее можно только демонтажем всего неправильного участка.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.








 Паяльник для пайки ПП
Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
Также понадобятся:
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб
 Разметка и нарезка перед пайкой
Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.
 Кронштейн для крепления
Кронштейн для крепления
Соединение элементов и нагрев
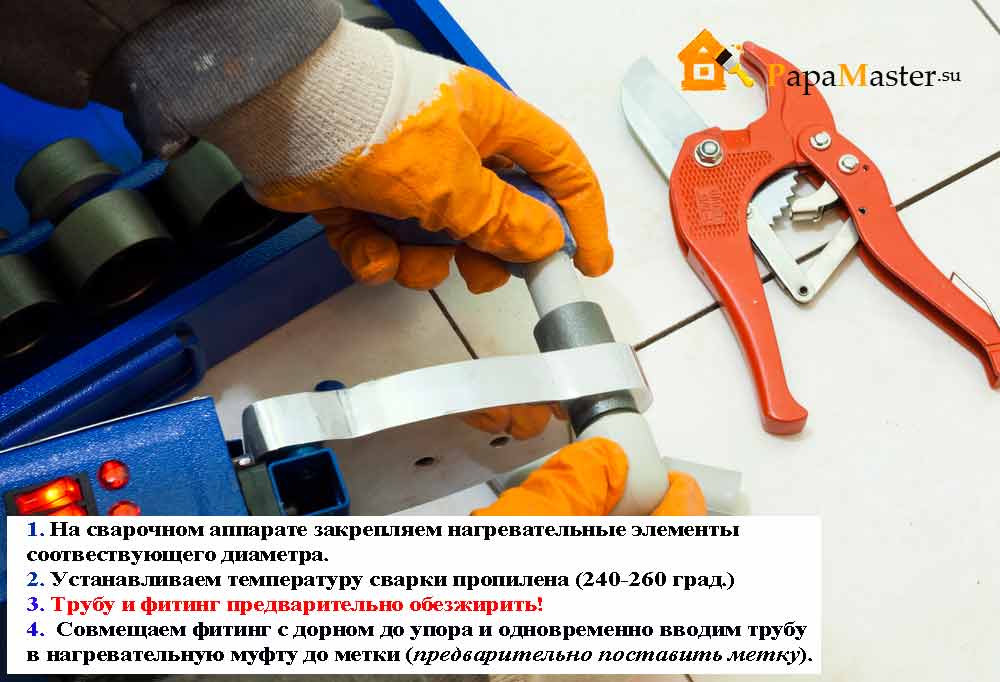
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.

Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд
Поэтому очень важно заранее отметить положение элементов
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!






ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Сферы применения полипропиленовых материалов, способы их соединения
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, «теплого пола», канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления — 1,6 МПа. Для горячего водоснабжения и отопления — PN 20 с номинальным давлением 2 МПа. Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой. Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера — 20, 25, 32, 40 мм.
 Полипропиленовые материалы, многообразие выбора
Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.
Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
С металлическими деталями — стальными узлами, кранами, фильтрами, смесителями, счетчиками — полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.





