Какая бывает фанера?
Классификация по типу обработки:
- ФК. Влагостойкая продукция на карбамидных клеях. Назначение материала – обшивка внутренних конструкций, а также изготовление предметов интерьера и упаковочной тары. Плиты хорошо подходят для укладки на пол под ламинат и паркет в помещениях с высокой проходимостью.
- ФСФ. Фанера с повышенной влагостойкостью. Для производства применяется фенолформальдегидный клей. Материал обладает улучшенными свойствами, позволяющими размещать листы на участках, которые испытывают серьезные нагрузки. Высокие показатели влагостойкости обеспечивают долговечность и возможность использования для кровельных работ.
Визуально фанерные листы разных классов могут быть похожи, но эксплуатационные характеристики у них порой отличаются довольно сильно
- ФБС. Бакелитовая фанера, пропитанная спирторастворимой смолой. Такая продукция выдерживает постоянные колебания температуры и устойчива к воздействию воды. Обработка также повышает сопротивляемость огню, что позволяет использовать изделие в разных условиях.
- ФБА. Изготавливается на основе альбумино-казеинового клея, отличается более высокими показателями экологической безопасности, но не обладает защитой от влаги.
- БВ. Для производства применяется бакелитовая водорастворимая смесь. Является альтернативой ФБС, но не имеет устойчивости к повышенной влажности.
- ФОФ. Улучшенная вариация ФСФ с облицовкой бумагой высокой плотности, пропитанной синтетическими смолами.
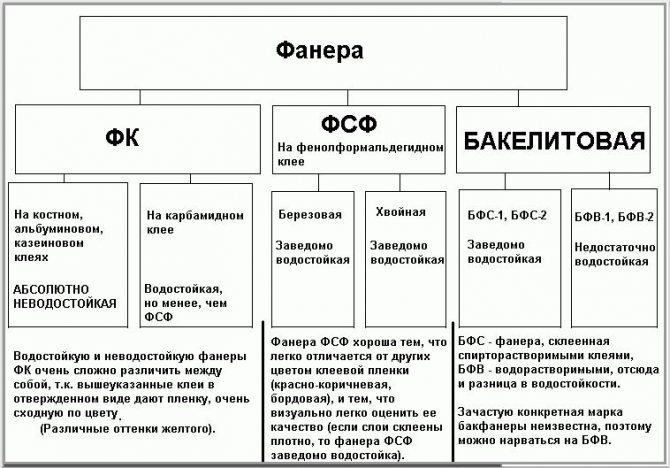
Для бытовых помещений наиболее подходящим материалом считается экологически чистая фанера марки «ФК», но при этом нужно учитывать вид клеящего состава, так как от него зависит уровень влагостойкости Сорта продукции по качеству используемого для изготовления шпона:
- I – на поверхности встречается минимальное количество дефектов;
- II – допускается небольшое коробление, наличие трещин и вставки из древесины для исправления недостатков;
- III – имеет все описанные дефекты, а также червоточины размером до 6 мм;
- IV – продукция с множеством изъянов, разрешается неровность кромок не более 5 мм.
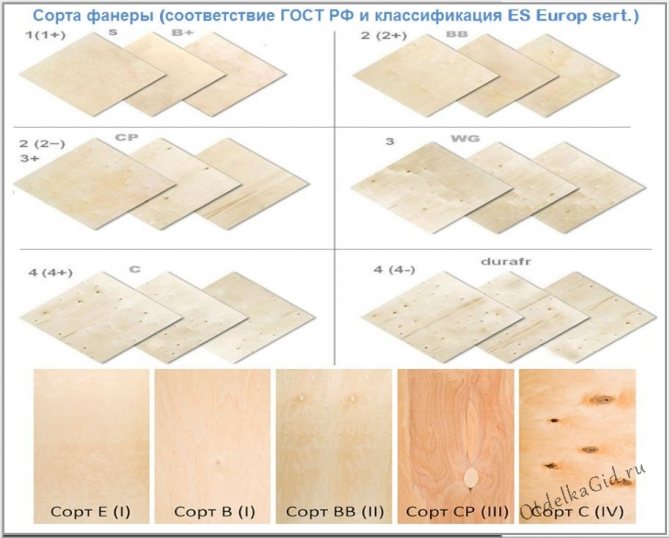
Для лицевой отделки используются высококачественные плиты Е(1), В(1) и ВВ (2), третий и четвертый сорта в основном идут на технические нужды
Как делают фанеру
Технология производства включает множество процессов, поэтому в домашних условиях качественного результата добиться не получится. Но своими руками можно осуществить фанерование предметов интерьера или поделок.
Оборудование
Чтобы изготавливать листовые изделия, производство должно иметь соответствующее техническое оснащение с конвейерными линиями. Отбор и обработка шпона проводятся вручную.
Необходимое оборудование:
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.
На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
- Комплексная установка для приготовления и нанесения клея. Модификация зависит от вида состава.
- Станки для последовательного склеивания слоев. В технологический участок включено оборудование для первоначального форматирования.
- Холодный и горячий пресс.
- Станки для обработки по длине и ширине.
- Шлифовальные и обрабатывающие устройства. Позволяют получить определенную разновидность плит (например, перфорированные изделия).
Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанеры
Только качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Процесс изготовления
Алгоритм действий:
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер
После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
Факторы, влияющие на качество
При оценке пиломатериалов учитывают:
- точность размеров;
- соответствие заданному профилю;
- шероховатость поверхностей;
- наличие дефектов.
Если первые три пункта зависят от механической обработки, то на общее состояние дерева напрямую оказывают влияние факторы, связанные с условиями хранения сырья.
Климатические факторы
Сюда относят осадки, ультрафиолетовое излучение, колебания температуры, интенсивность ветра. Холод и влага заставляют дерево гнить, а прямые солнечные лучи в сочетании с сильным ветром приводят к пересушиванию и образованию трещин.
Биологические факторы
На древесине часто развиваются бактерии, грибы, водоросли, плесень. Возможно также поражение сырья жуками-точильщиками, которые режут внутри лабиринт из туннелей.
Засучим рукава
Из какой фанеры делают мебель заботливые родители в детской? Предпочтение отдают плитам на основе экологичного карбамидного клея ФК. ФСФ содержит смоляной фенолформальдегидный клей, по сути, это облагороженная ДСП.
Даже высокооборотистая циркулярная пила способна травмировать поверхность сколами. Прорезайте перед раскроем декоративный слой шпонитованной фанеры острым ножом-косяком, рекомендуют ассы – и припуск на обработку не нужен.
 Табурет надёжен и эргометричен
Табурет надёжен и эргометричен
Попробуем освоить высший пилотаж: обойдёмся с упругими листами как с пластилином. Мебель из гнутой фанеры привлекает кажущейся сложностью. Табурет на фото внизу удивляет крутыми изгибами без вреда для материала. В чём фокус? В знании физических свойств материала, с которым работаешь.
Секрет прост, освоен дедами на коромыслах и дугах. Заготовки из трёхслойной фанеры обильно промазываются клеем, вкладываются в криволинейную пресс-форму, обшитую металлом.
Простейший винтовой пресс либо струбцины постепенно стягивают половинки пресс-формы. Ускорение полимеризации клея обеспечивается нагревательными элементами, расположенными в теле пуансона и матрицы.
Предохранительная плёнка защищает оснастку от потёков избытка клея. На заднем плане фото видны готовые гнутики. В случае с табуретом, чтобы заготовки не ползли по конической поверхности, потребуется установка упоров. Самодельная мебель требует основательного оснащения. Приспособления – это и скорость, и качество.
Важно: чтобы сохранить деформационные изменения, заготовки последовательно накладываются вдоль и поперёк. Сложно на первый взгляд. Сложно на первый взгляд
 Сложно на первый взгляд
Сложно на первый взгляд
Общая технология
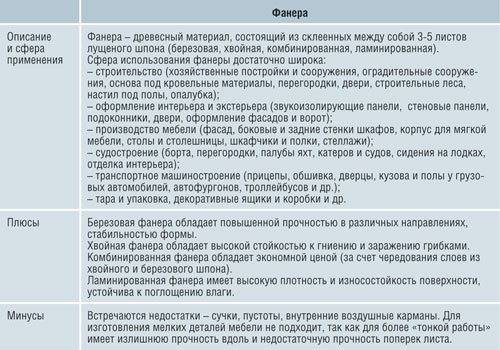
Таблица характеристики фанеры.
Делают фанеру по специальной технологии, которая включает в себя следующие этапы:
- Выполняется очистка бревен от коры, проводится обработка древесины специальной машиной. Сырье подвергается воздействию влаги и воды, нарезается на шпон с определенными размерами.
- Шпон раскраивается, после чего выполняется склейка, прессование слоев между собой.
- Проводится формовка стопки, листы обрезаются для получения необходимых параметров.
- Шлифовка может выполняться с 1 либо с 2-х сторон, в некоторых случаях проводится ламинирование. Для такой отделки используется пленка, она может иметь различный окрас.
- При необходимости выполняется облицовка.
Для изготовления листов используется шпон-рванина из различного типа древесины. При этом сырье подается в специальную машину, которая рубит материал, после чего транспортирует его для сборки листов и подготовки остального комплектующего. Размер шпона составляет 1,45 мм в толщину, при этом степень его отжима равна 15-20%. При обработке температура древесины составляет 25-35°C. Для рубки применяются специальные ножи, высота их установки составляет -0,24 по отношению к шпинделю, а угол заточки равен 55°










Важно соблюдать все показатели, так как от этого будет зависеть качество рубки
Технологический процесс производства
Технологический процесс изготовления фанеры происходит в несколько этапов.
Склеивание
На специально оборудованных столах располагают листы шпона одинакового размера. Их поверхность очищают от древесной пыли и мелкого мусора, чтобы при склеивании не создавалось лишних бугорков. Далее, собирают и группируют по размерам в стопки для будущей склейки каждой плиты.
Вначале изготавливается хвойная фанера, как внутренний слой и будущий каркас. На первый лист наноситься влагостойкий клей, бакелитовая пленка или смола. Сверху его прижимают следующим листом шпона в результате получается своеобразный бутерброд. Процесс могут повторять до получения 3 и более слоев. Вся работа проводиться в хорошо проветриваемых помещениях из-за повышенной токсичности некоторых веществ в составе клея.
Часто, количество слоев увеличивают для повышения прочности. Например, такой способ применяют во время производства строительной фанеры.

Процесс склеивания фанеры
При склеивании волокна древесины каждого нового слоя стараются располагать перпендикулярно предыдущему, что в несколько раз увеличивает прочность будущей конструкции. Если слоев в плите четное количество, это значит, что направление внутренних волокон древесины расположено параллельно друг к другу. Для получения широких полноформатных листов используют способ ребросклеивания по продольным кромкам.
В случае обнаружения поврежденных участков на листах, их вырезают и заменяют специальными заранее подготовленными заплатками. Поврежденный шпон, стараются использовать для создания внутренних слоев фанеры.
Иногда на спиле листа можно увидеть резкие изменения цвета волокон с черными включениями. Это говорит о том, что производитель экономил на закупке качественной древесины, использовал подгнившее второсортное сырье или нарушил технологический процесс изготовления продукции. Такая плита редко когда выдерживает требуемые нагрузки и через непродолжительное время может разрушиться.
Холодное склеивание или термическая обработка под давлением
Первый способ – при холодном склеивании лист фанеры помещают в пресс и оставляют его там при комнатной температуре на 6 часов. После застывания, его отправляют на этап просушки.
Второй способ – готовые тщательно склеенные листы направляют под термопресс, где с давлением и высокой температурой соединения набирают окончательную прочность.

Процесс прессования фанеры
Нанесение покрытия
В отдельном цеху поверхность шлифуют и наносят разнообразные покрытия. Для этого используют всевозможные лаки, краски или готовые наклейки с изображениями.
В зависимости от покрытия фанеру разделяют:
- На облицовочную – состоит из нескольких слоев лущеного шпона. Имеет облицовочное покрытие с одной или с двух сторон.
- Ламинированную фанеру – покрытие чаще всего имитирует древесную структуру.
- Шлифованную и не шлифованную – на поверхности создаётся специфическая текстура.

Облицовка фанерой
Особенности производства разных видов фанеры
Бакелизированная фанера – имеет увеличенную прочность структуры. Эффект достигается пропитыванием листов шпона бакелитовой смолой с дальнейшим спрессовыванием, под высоким давлением с температурой 270 °C.
Водостойкая – для производства используется водостойкий фенолоформальдегидный или карбамидоформальдегидный клей.
Профилированная – имеет сложную волнообразную структуру волокон для увеличения продольной прочности.
Армированная – внутри размещают слой, который придает дополнительную прочность будущей плиты, вставка может быть металлопластиковой, стекловолоконной или в форме металлической сетки.
Авиационная фанера – производиться из березового шпона (один из самых легких материалов). Ее могут применять в авиастроении и создании легких конструкций.
Упаковка
Готовая продукция в зависимости от размера и пожеланий заказчика, упаковывается в различные влагозащитные материалы и коробки.
Производство фанеры не требует больших денежных вложений на закупку оборудования и запуск процесса производства. Принцип технологического процесса простой и малозатратный, потому начать свой бизнес по силе каждому предпринимателю.
Характеристики фанеры
В составе фанеры применяются два типа шпона – лиственный и хвойный. Первый тип фанеры используется в мебельной промышленности, второй предназначен для строительных целей. Заметим, что в «лиственной» и в «хвойной» фанере применяется шпон лиственных деревьев, за той лишь разницей, что лицевой и обратный слой формируется либо березовым шпоном, либо шпоном хвойных пород, обычно лиственницы, сосны, пихты, ели и, крайне редко, кедра.
Детально характеристики и классификационные моменты в отношении фанеры приводятся в описании ГОСТ 3916.2-96 (хвойная фанера) и 3916.1-96 (лиственная фанера).
Среди прочих древесных композиционных плит равных по характеристикам фанере, образованной лиственным либо хвойным шпоном, не существует – по большинству параметров фанера их превосходит. В числе негативных характеристик фанеры ее горючесть, причем этот композит не способен противостоять ни высоким температурам, ни прямому контакту с пламенем. Фанера характеризуется стойкостью к слабым кислотам и химическим растворам, но не сохраняет свою форму под воздействием органических растворителей, как-то ацетон, бензин и водные растворы спиртов.
В числе негативных характеристик фанеры ее горючесть, причем этот композит не способен противостоять ни высоким температурам, ни прямому контакту с пламенем. Фанера характеризуется стойкостью к слабым кислотам и химическим растворам, но не сохраняет свою форму под воздействием органических растворителей, как-то ацетон, бензин и водные растворы спиртов.
Лиственная фанера с внешними слоями из березовой фанеры обладает высокой прочностью. Благодаря характерному рисунку и фактуре, «березовая» фанера способствует созданию особенно теплой атмосферы в помещении, ею обшитом.
Фанера из хвойных пород древесины более стойка к воздействию влаги и, соответственно, гнилостным процессам, а также грибковым культурам. Влагостойкость ей обеспечивает повышенное содержание смол наряду с пропиткой фенолформальдегидами. Вес хвойной фанеры на 25% ниже, чем у плит, набранных из лиственного шпона.










Придать дополнительные прочностные характеристики фанере можно путем отделки ее поверхностей ламинированной пленкой. Поэтому основными покупателями ФОФ фанеры (ламинированной) становятся мебельщики, производители различного оборудования и строители-отделочники.
Монтаж фанеры на пол
Укладка в качестве чернового пола
Использование фанеры как одного из видов чернового настила – это самое простое и доступное решение.
Укладка фанеры на бетонный пол осуществляется листами толщиной 10-12 мм, которые клеятся непосредственно на основание. Перед тем, как стелить фанеру на пол, основание должно быть подготовленным и иметь ровное покрытие. В процессе укладки обязательно нужно оставлять 3-4 миллиметровые промежутки между листами, а также отступ между листами и стеной. Это даст возможность фанере легко расширяться в связи с изменениями климатических условий.

Кроме того, фанерой можно выравнивать большие перепады высот, главное вооружиться специальными крепежами.
- Если планируется обустройство регулируемых полов, то лаги не потребуются, нужны лишь специальные крепежи, устанавливаемые под фанеру.
- Возможна укладка фанерных листов на лаги или балки перекрытия. В этом случае необходимо понимать, какую фанеру использовать для пола по лагам лучше всего. Понадобятся плиты не менее 12 мм и готовое каркасное основание. Такой пол потребует больше всего времени на его реализацию, в нем есть необходимость, когда нужно утеплить пол или приподнять его на требуемую высоту. Использование регулируемых лаг позволяет устранить разность высот пола. Именно поэтому регулируемые лаги достаточно часто используются строителями.
Фанера в качестве выравнивающего слоя
Очень часто встречаются ситуации, когда старый пол уже утратил свой прежний вид, но все еще может без проблем эксплуатироваться. На такой пол можно смело уложить напольное покрытие.
Но если вы не хотите, чтобы оно испортилось раньше срока, стоит провести монтаж дополнительного промежуточного выравнивающего слоя из фанеры.
Монтаж фанеры на пол из дерева производится при помощи саморезов. Этот процесс является довольно легким и быстрым.

С тем, какую фанеру выбрать для пола в данном случае, мы теперь разобрались.
Однако для того, чтобы она прослужила долго, нужно во время монтажа придерживаться ряда правил:
- листы должны крепиться надежно, не нужно забывать о зазорах;
- шляпки саморезов должны садиться под потай;
- все неровности следует устранить шлифовальной машиной;
- все трещины и впадины должны быть прошпаклеваны;
- дополнительно нужно простелить подложку.
Фанера в качестве чистового покрытия
Опытным специалистам под силу сделать из фанеры настоящий паркет дворцового образца. Обычно для этих целей раньше использовался лишь паркет высочайшего качества.
В настоящее время, чтобы достичь такого результата, нужно взять материал первого сорта со шлифованной лицевой поверхностью. Чтобы получился красивый узор, фанера после укладки шлифуется, вскрывается морилкой и паркетным лаком.
Бакелитовая фанера
Оказывается, из обычной древесины можно сделать еще нечто более прочное! Например — древесно-слоистый пластик. Его называют бакелитовой фанерой. Или — дельта-древесиной . Она настолько прочная, что может заменить бронзу. Из бакелитовой фанеры делают подшипники скольжения и бесшумные зубчатые передачи. Дельта-древесин сопротивляется любому виду деформации, не скалывается, не ломается и не растягивается. Прочным, как цветные металлы, дерево становится благодаря бакелитовому лаку. Он делает материал почти неуязвимым. Им можно пользоваться даже под водой. Обычный березовый шпон покрывается лаком с обеих сторон и отправляется в сушилку. Здесь при температуре в 100 градусов он полностью впитывается в древесину. Т. е. у древесного пластика лаком пропитан каждый лист шпона. Пласты разделяют металлическими листами и отправляют под пресс. Он часами сжимает дельта-древесину при давлении в 6 раз большем, чем при изготовлении обычной фанеры. Количество слоев у древесного пластика доходит до сотни. Из легкой и сверх прочной дельта-древесины делали фюзеляжи и крылья летательных аппаратов. Среди них есть первый цельно деревянный Советский истребитель по прозвищу «Рояль» и немецкая ракета класса «воздух-воздух» времен 3-го рейха.
Производство шпона (лущение)
Для нарезания тонкого слоя шпона применяются специальные лущильные станки. Толщина срезаемого с заготовки шпона может регулироваться в зависимости от производственных задач и свойств древесины. Выходящий из станка шпон нарезается на листы заданной длины с помощью роторного или гильотинного ножа.
Готовые листы отправляются в сушильную установку для снижения концентрации влаги в древесных волокнах до требуемого технологией 6-процентного значения. Далее проводится сортировка листов, в зависимости от выявленных дефектов заготовки относят к тому или иному сорту. Некоторые изъяны материала могут устраняться посредством:
- Шпонопочинки – процедуры заклеивания трещин, образовавшихся на торцах, а также удаления дефектных участков шпона и вклеивания на их место соответствующей по размеру, форме и цвету заплаток;
- Ребросклеивания – разделения листа со значительными дефектами на отдельные сегменты, которые впоследствии заново склеиваются вместе. Подобные листы в дальнейшем будут располагаться во внутренних слоях готовой фанеры.
Технологический процесс производства фанеры
В России в 1819 году был изобретен лущильный станок, что послужило началом производства лущеного шпона. Слово «шпон» в переводе с немецкого языка означает щепа, стружка. Три или более листа шпона, склеенные в плоский лист со взаимно перпендикулярным расположением волокон в смежных слоях, получили название фанеры.
Древесина как природный материал обладает различными свойствами в разных направлениях древесного волокна. В фанере разнородность свойств значительно меньше, так как склеивание слоев производится со взаимно перпендикулярным расположением волокон древесины. Значительная прочность фанеры в продольном и поперечном направлениях при малой объемной массе, сравнительно большой размер листа по площади, возможность придавать ему необходимую форму — все эти качества определили область применения фанеры как конструкционного, строительного и поделочного материала.
Россия производит в настоящее время более двух миллионов кубических метров фанеры, из которых большой объем производства занимает березовая фанера и ряд ее специальных видов. Водостойкую фанеру используют как конструкционный материал при изготовлении балок, рам, плит и панелей. В самолетостроении такую фанеру применяют для производства планеров и легких самолетов (для нужд сельского хозяйства). Широко используют фанеру в мебельном и тарном производствах, в производстве контейнеров, для изготовления корпусов аудиотехники, в текстильной промышленности (для погонялок, челноков и т.п.). В промышленности и строительстве фанера успешно заменяет пиломатериалы: 1 м3 фанеры может заменить до 3,3 м3 пиломатериалов, а в производстве тары 1 м3 лущеного шпона заменяет до 4 м3 пиломатериалов. Большим спросом пользуется фанера, облицованная строганым шпоном твердолиственных и ценных пород древесины, либо светостойкой пленкой с бумажным подслоем, имитирующим такие породы.
Фанерная промышленность в России развивается за счет модернизации и расширения действующих предприятий и строительства новых фанерных заводов на Урале. Сибири и Дальнем Востоке, т. е. в районах с большим запасом сырья. Увеличение выпуска фанеры может быть достигнуто за счет повышения производительности труда и совершенствования технологических процессов производства. Выполнение этой задачи возможно при использовании последних достижений науки и техники, механизации и автоматизации производственных процессов. Все шире внедряется в фанерной промышленности научная организация труда. Она позволяет с меньшими затратами труда получать больше продукции на том же оборудовании и с тех же производственных площадей. Большое значение для повышения производительности труда и умелого владения технологическим оборудованием имеет опыт работы передовиков производства. Для дальнейшего развития этой перспективной отрасли народного хозяйства необходимы квалифицированные рабочие, владеющие современным оборудованием, знающие технологию производства. Также фанера широко применяется при ремонте квартир и помещений.
Популярные модели оборудования

Лущильный станок СЛ-720
На производствах фанеры используются разнообразные станки. От качества оборудования зависит скорость процесса изготовления фанеры, а также его качество. Именно поэтому к подбору оборудования необходимо подходить очень ответственно. Существует множество фирм, которые занимаются производством оборудования для изготовления фанеры. Наиболее популярными среди станков для производства фанеры считаются:
Лущильный станок для производства шпона СЛ-720 (1600). С помощью этого станка древесина обрабатывается без дополнительных усилий. Определение оптимального положения оси обеспечивается благодаря наличию специального приспособления. Наличие дебаркера обеспечивает высокое качество начальной обработки чурака. С помощью хорошей фрезы заготовке придается правильная форма. Наличие гибкого гофрированного шланга позволяет беззаботно удалять отходы во время работы.
- Станок для производства лущенного шпона CЛ-800 (1600) характеризуется наличием специального устройства, с помощью которого устанавливается бревно для его обработки. С помощью этого станка можно обрабатывать заготовки, диаметр которых составляет от 110 до 740 миллиметров. Этот станок способен производить четыре метра шпона в час.
Станок делительный для рубки шпона СД-800 (1600). С помощью этого агрегата осуществляется деление ленты шпона на отдельные дощечки или листы необходимой ширины. Задается ширина листа с помощью специального электронного устройства. Использовать этот агрегат необходимо на одной линии со станком по производству шпона. Ширина обрабатываемого шпона может составлять до 1600 миллиметров.
- Калибровочный станок по дереву производится на основе станков эстакадного типа. Наличие высокооборотного привода позволяет управлять скоростью работы станка. Удобства при работе на станке придаются благодаря возможности автоматического управления столом. Благодаря этому агрегату осуществляется калибровка поверхности плиты.
Раскроечный станок по дереву FDB Maschinen FR 6020 предназначается для обработки фанеры. Это изделие характеризуется компактностью, высоким уровнем сборки и наличием специальных устройств, благодаря которым значительно упрощается процесс обработки дерева.









Все станки производятся из материалов высокого качества, что обеспечивает им прочность, надежность и длительный срок эксплуатации. После производства все станки проходят ряд испытаний, что обеспечивает им высокий уровень износоустойчивости, а также значительно упрощает процесс производства фанеры.
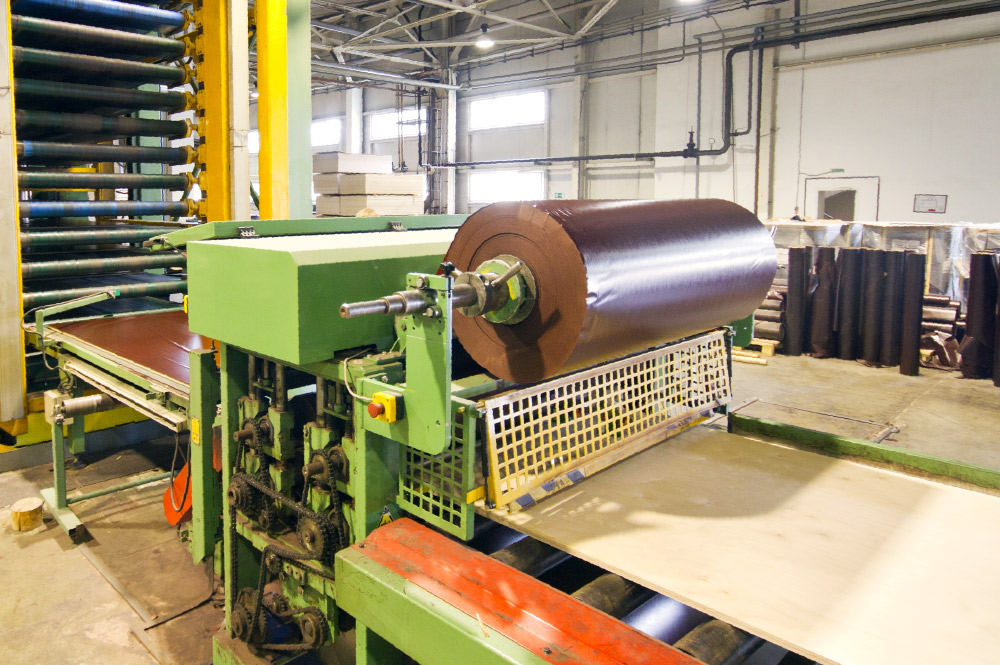
Оборудование для производства фанеры
Оборудование для производства фанеры не из дешёвых.
В этом вы можете убедиться, изучив таблицу расценок на основные компоненты производственной линии:
| № | Название оборудования | Картинка | Описание оборудования | Примерная стоимость, руб. |
|---|---|---|---|---|
| Итого: | 3 540 000 рублей | |||
| 1. | Лущильный станок | Оборудование используется для снятия первого слоя шпона. Наличие дебаркера обеспечивает высокое качество начальной обработки чурака. С помощью хорошей фрезы заготовке придается правильная форма. Наличие гибкого гофрированного шланга позволяет беззаботно удалять отходы во время работы. | От 170 000 | |
| 2. | Делительный станок | С помощью этого оборудования осуществляется деление ленты шпона на отдельные дощечки или листы необходимой ширины. Задается ширина листа с помощью специального электронного устройства. Использовать это оборудование необходимо на одной линии со станком по производству шпона. Ширина обрабатываемого шпона может составлять до 1600 миллиметров. | От 1 120 000 | |
| 3. | Калибровочный станок | Оборудование производится на основе станков эстакадного типа. Наличие высокооборотного привода позволяет управлять скоростью работы станка. Удобства при работе на станке придаются благодаря возможности автоматического управления столом. Благодаря этому агрегату осуществляется калибровка поверхности плиты. | От 650 000 | |
| 4. | Фанерный пресс | Основание оборудования изготовляется литым из стали или сварным из балок соответствующего профиля. В основание встраиваются в различных прессах от одного до восьми гидроцилиндров диаметром 200-650 мм. Нагревательные плиты выполняются толщиной 38-50 мм для производства фанеры. | От 1 600 000 |
Для работы на оборудовании вам нужно нанять несколько разнорабочих, а также технолога, который будет следить за процессом. Не забудьте и о бухгалтере – вести без него документацию ООО будет крайне трудно.
Технология производства фанеры. Из каких этапов состоит процесс?
Необходимое оборудование. Применение фанеры.
https://youtube.com/watch?v=ozti4AK-XSQ